Экспериментальное исследование состояния клееных армированных балок с предварительным гнутьем древесины

Качество профилирования древесины методом гнутья в основном
зависит от сечения заготовок, пластификации материала, величины и направления
прилагаемой нагрузки. При этом оценкой получаемого профиля заготовок является
относительная величина стрелы их прогиба (показатель сохраненной изогнутости)
[1, 2].
Экспериментальные исследования по изучению процесса пластификации
древесины сосны, березы и осины проводились на образцах с радиальным направлением
волокон и при различных условиях тепловой обработки деталей. Подтверждено, что
наибольшая податливость древесины гнутью достигается при ее гидротермической
обработке и кратковременной выдержки в высокочастотных полях (СВЧ и ТВЧ).
Последующее за этой процедурой гнутье показало, что предельная величина остаточного
прогиба (стрела прогиба fк) предварительно пластифицированных заготовок существенно
изменяется в зависимости от породы древесины и вида их обработки (табл. 1).

Примечание:
Размеры экспериментальных образцов радиальной распиловки
20 × 50 × 250 мм
Отмечается также, что динамика нарастания пластичности древесины имеет нелинейный характер и незначительно зависит от породы древесины. Для исследуемых способов тепловой пластификации установлено, что сухой прогрев образцов в поле токов высокой частоты (СВЧ, ТВЧ) оказывается более эффективным по затратам времени. Для сосны фиксированный средний прогиб (fк) за 14 минут составляет 5,7 мм (4,2 мм — при тридцатиминутном кипячении заготовок). Для древесины березы и осины разница в показателях (fк) менее очевидна и не превышает 7…17%.
Примечание:
Размеры экспериментальных образцов 20 × 50 × 250 мм
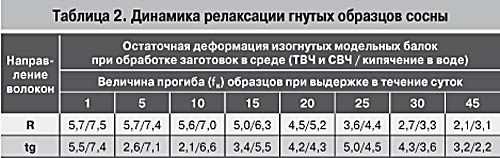
Проведены лабораторные наблюдения за релаксацией внутренних
напряжений изогнутых сосновых образцов после снятия с них прессовой нагрузки и
свободной выдержки в течение 45 суток (табл. 2). Они показали, что величина
(fк) радиальной древесины, обработанной в ТВЧ и СВЧ, за первые 10
суток не изменилась (5,7 мм), но затем (на 15-е сутки) уменьшилась на 10%, а по
истечении 45 суток остаточный прогиб составил около половины начального.
На
основании полученных результатов отмечается, что сосновая древесина радиальной
распиловки релаксирует более плавно, чем тангентальная. Это подтверждает ее
пригодность для использования в качестве исходного материала при получении
изогнутых заготовок.
Для оценки стабильности профиля балок арочного типа
проведено исследование с использованием предварительно изогнутых сосновых
заготовок толщиной 20 мм с радиальным направлением волокон, имеющих
физико-механические показатели, представленные в табл. 3.
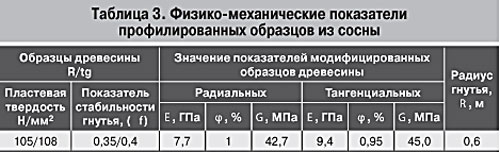
Примечание:
Относительная твердость определена по шкале (НВ) твердомера ТЭМП-2
За счет предварительной пластификации древесины и поперечной
упрессовки ее структуры при гнутье пластевая твердость возрастает незначительно
(от 1,5 до 7%). Следовательно, упрочняющего эффекта этот параметр не показывает,
а стабилизация изогнутости заготовок гарантируется другими изменениями древесины,
например, кинетикой ее напряженно деформированного состояния.
Из обычных и
предварительно изогнутых заготовок были получены экспериментальные модели
трехслойных гнутоклееных балок двух типов — БПГ и ПГ. Склеивание проведено в
специальном зажимном устройстве, обеспечивающем получение заданного радиуса
кривизны (см. рис. 1). Предварительное гнутье каждой заготовки выполнено в
специальном гнутарном устройстве.
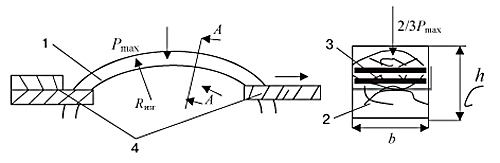
Рис. 1. Схема получения экспериментальных изогнутых балок:
1 — гнутоклееный элемент конструкции из трех предварительно изогнутых заготовок; 2 — заготовка из сосны; 3 — клеевое соединение; 4 — опорно-зажимное устройство
У гнутоклееных образцов после их двухлетней свободной выдержки
прогиб (f24м) уменьшился соответственно на 9,1% и 7%. Это значительно
меньше тех показателей, которые характеризуют величину восстановления формы цельной
древесины после ее гнутья и длительной выдержки. То есть в новых балках за счет
предварительного гнутья заготовок и склеивания их при минимальных внутренних
напряжениях в структуре древесины, отрицательные упруго-деформационные процессы
заметно угасают. Тем не менее, при длительной свободной выдержке экспериментальных
клееных балок все же произошло изменение их первоначального профиля.
Следовательно,
в подобных конструкциях ожидаются значительные колебания внутренних напряжений,
причем, именно в клеевых соединениях. Это в свою очередь снижает несущую способность
конструкций и ведет к появлению дефектов в виде расслоений по клеевому соединению.
Чтобы обеспечить повышенную стабильность изогнутой формы клееных балок, предложено
армировать клеевые прослойки специальной тканью из углеродных волокон. Толщина
армирующей ткани — 0,29 мм, плотность — 1,8 г/см3, прочность на растяжение
— 3800 Н/мм2. Эффект достигается при послойном полосовом армировании
(1…3%) наиболее напряженных зон сжатия и растяжения гнутоклееной балки (табл. 4.).
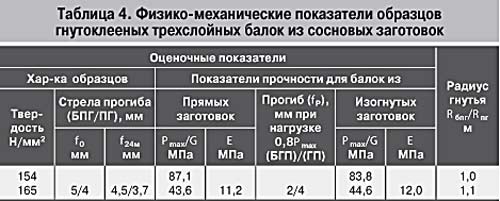
Примечание:
- (БПГ/ПГ) — без предварительного и с предварительным гнутьем;
- f0, f24, fP — прогибы: предварительный начальный; со свободной выдержкой (24 месяца); при нагрузке (0,8Рmax)
Наблюдения за состоянием профилированной балки в течение трех и девяти месяцев выдержки моделей показали, что при армировании конструкций их форма и кривизна стабилизируются через пять-семь дней и в дальнейшем сохраняются практически без изменений (табл. 5).

Примечание: Размеры моделей клееной изогнутой балки 40 × 40 × 250 мм; клей — на основе фенолрезорциновой смолы ФРФ-50