Автоматические обрабатывающие центры HAFFNER
Эффективность применения автоматизированного оборудования
Совсем недавно в Украине редкостью были зачистной станок с ЧПУ или пила
с программным управлением. А четырехголовочные сварочные станки можно
было сосчитать на пальцах. Сегодня в той или иной степени автоматизированное
производство имеют большинство предприятий производительностью более 90
оконных единиц в смену.
Интерес к центрам для обработки ПВХ-профиля проявляют, в основном, крупные
предприятия производительностью около 240 единиц в смену, хотя применение
автоматизированных комплексов может быть оправдано уже при объеме 80 оконных
единиц в смену. При определенном объеме производства себестоимость продукции,
произведенной на автоматической линии, будет ниже, чем той же продукции,
произведенной на стандартном оборудовании. Данное утверждение объясняет
рис.1. При объеме производства менее Q1 единиц в смену общие затраты на
изготовление изделия будут выше в случае автоматизации из-за высокой доли
постоянных затрат (амортизация оборудования, проценты по кредитам). Но
при увеличении объемов производства доля постоянных затрат в себестоимости
уменьшается, и благодаря более низким переменным затратам автоматизированное
производство более эффективно. Речь идет о снижении фонда заработной платы
в связи с меньшей потребностью в персонале, об уменьшении отходов материала
благодаря оптимизации, о скорости обработки заказов, «безбумажном» производстве
и так далее. При объеме Q2 единиц в смену себестоимость изделия автоматизированного
производства будет на величину DE меньше, чем изготовленного на стандартном
оборудовании. При дальнейшем увеличении объемов эффективность автоматизированного
производства будет повышаться.
Можно назвать несколько причин того, что средние предприятия продолжают развиваться по экстенсивному пути, наращивая парк малопроизводительного оборудования с ручным управлением.
Как показывает опыт европейских стран и России, альтернативы применению комплексных автоматических линий для производства окон из ПВХ нет. Минимизировать постоянные и переменные расходы можно только с помощью технологий, отвечающих последним достижениям в отрасли.
|
Выгоды от применения техники HAFFNER |
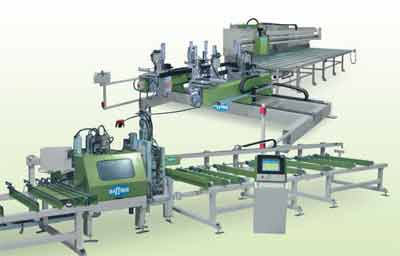
Модификации обрабатывающих центров
Обрабатывающий центр — это не стандартный набор каких-либо определенных
агрегатов, а гибкая модульная система, наилучшим образом приспособленная
для решения индивидуальных задач конкретного производства. Станции обработки
ПВХ-профиля без армирования и ПВХ-профиля с армированием позволяют установку
14 агрегатов. Станция распила профиля с 3 пильными агрегатами позволяет
с высокой производительностью обрабатывать любые профильные системы,
в том числе с установленным уплотнением и ввариванием импоста. Такая
универсальность не всегда нужна. Поэтому каждая установка проектируется
для решения задач конкретного производства.
Для упрощения классификации обрабатывающие центры HAFFNER подразделяются
на типы. Состав некоторых типов и технические характеристики представлены
на рис. 2.
Общими элементами для всех модификаций являются: загрузочный магазин
на 10 профилей длиной до 6,5 м, распилочная станция с 2 дисками диаметром
550 мм для распила под углом 45° и 1 диском для распила под углом 90°,
а также станции выхода готовых заготовок с автоматическим поперечным
перемещением профилей. Такую конфигурацию имеет обрабатывающий центр
SBA-1, по сути, представляющий собой автоматическую пилу, способную
обеспечить производство мощностью 330 окон в смену.
Оснащенный станцией обработки ПВХ-профиля центр SBA-2 выполняет все
необходимые сверлильные и фрезеровочные операции. Станция позволяет
установить до 14 агрегатов. Возможна также круговая и линейная интерполяция,
позволяющая фрезеровать фигурные отверстия под личинку замка или вентиляционный
клапан.
Следующий тип SBA-3 оснащен дополнительно станцией обработки ПВХ с армированием
и станцией установки армирования в ПВХ-профиль, выполняющей также роль
буферного накопителя для сглаживания неравномерности тактов станции
обработки ПВХ с армированием и распилочной станции. Станция обработки
ПВХ с армированием может оснащаться 14 агрегатами. В базовой комплектации
присутствуют 2 горизонтальных автоматических шуруповерта, агрегат для
тройного сверления под ручку, агрегаты для сверления в раме под дюбеля
и под крепление импоста. В зависимости от конкретных производственных
условий движение материала может быть организовано слева направо или
справа налево. Для рационального использования производственных площадей
возможно U-образное или Z-образное расположение модулей.
Следующая из представленных на рис. 2 моделей SBA-4 Highspeed обрабатывает
и распиливает ПВХ-профиль для производства мощностью 240 окон в смену.
Дополнительный транспортировочный модуль позволяет одновременно обрабатывать
2 профиля. Оснащенный буферной станцией, станцией обработки ПВХ с армированием
и пошаговым шуруповертом DS?200, обрабатывающий центр SBA?5 Highspeed
выдает за 8 часов готовый к сварке профиль на 180 оконных единиц. Если
же вместо DS-200 установить вторую станцию обработки ПВХ с армированием,
то производительность такого центра SBA-6 Highspeed достигнет 240 окон
в смену.
Иную концепцию и назначение имеет обрабатывающий центр SBA-7. В комплексе
с программируемой пилой DGS 187 центр SBA-7 — это выгодная инвестиция
для цехов средней мощности и нуждающихся в увеличении производственных
мощностей крупных предприятий.
Следует помнить, что автоматическое оборудование является мощным и весьма дорогостоящим инструментом. Чтобы подобрать наиболее эффективный вариант, необходим анализ существующего производства, системы управления и многих других факторов.
| Фирма G. Haffner GmbH создала первый обрабатывающий центр в 1988 году. С тех пор главными приоритетами остаются качество, надежность и долговечность. Автоматы HAFFNER работают на производствах во многих странах мира. Не существует специальных «облегченных» версий для стран «третьего мира». Стандарты качества одинаковы для всех потребителей продукции HAFFNER. |



