Линия для закалки плоского/гнутого стекла серии F

Линия серии F для закалки плоского/гнутого стекла с системой принудительной конвекции решетчатого расположения представляет собой новый тип технологических линий для закалки стекла с несколькими собственными патентами.
Линия состоит из конвейеров секции загрузки, матричной секции нагрева с системой принудительной конвекции, секции закалки/охлаждения плоского и гнутого стекла и секции разгрузки. В комплект поставки входит вентиляторная станция с воздушными каналами, а также система управления линией.
Загрузочный стол состоит из роликов с резиновым покрытием. Каждый ролик приводится в действие ремнями на приводной стороне, за исключением первого ролика, который является неприводным.
Загрузочный стол оборудован литыми шарами с пневматическим приводом, обеспечивающим их вертикальное перемещение, что способствует легкому позиционированию стекла. Когда стекло укладывают на ролики, оно автоматически транспортируется ко входу печи, где располагается в положение готовности к подаче в печь, после чего движение роликов прекращается. Как только компьютерная система управления даст соответствующую команду, стекло будет передано в печь.
Загрузочный стол оборудован несколькими неприводными боковыми роликами, которые используются для загрузки больших листов сбоку от загрузочного стола.

Конструкция секции нагрева состоит из двухслойного короба, покрытого теплоизоляционным материалом. Использование нового теплоизоляционного материала (своего рода ориентированная на фарфор теплоизоляционная плита с высокими характеристиками противодействия эрозии под действием потока воздуха) на внутренней поверхности камеры нагрева успешно предотвращает отрыв частиц от поверхности теплоизоляционного материала.
В секции нагрева предусмотрена система конвейера с термостойкими керамическими роликами.
Применение синхронных клиновых зубчатых ремней для приведения в действие керамических роликов существенно повышает точность привода, благодаря чему снижается вероятность образования царапин на стекле из-за различия скоростей роликов и ошибок, вызванных изменением положения стекла, что способствует повышению оптического качества стекла и производительности его изготовления.
|
Виды стекла для закалки на линии серии F:
|
Нагревательные элементы установлены в верхнем и нижнем слое этой секции, они состоят из встраиваемой части с элементом спирального типа, которая вставляется в керамическую часть и может легко заменяться. Управление каждой зоной нагрева осуществляется собственной независимой термопарой и контуром обратной связи с ПИД-регулятором.
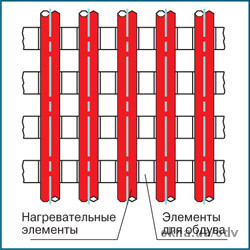
Нагревательная система конвекционного типа
Оба роликовых конвейера (и на загрузочном столе, и в секции нагрева) при подаче стекла в камеру нагрева перемещаются синхронно. После того как партия стекла войдет в камеру нагрева, передняя дверца закрывается. Система управления автоматически вычисляет количество колебательных тактов стекла, используемых для обеспечения его равномерного нагрева. Верхняя секция может быть поднята на стадии охлаждения с целью обслуживания. Нагревательные элементы располагаются по матричной схеме. Керамические ролики печи оснащены специальными герметичными подшипниками для предотвращения загрязнения.
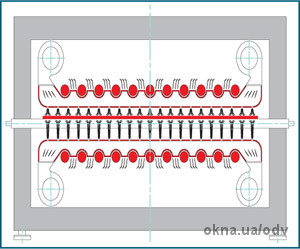
Принципиальная схема нагрева
|
Главные особенности
|
В состав линии входит устройство подачи SO2, которое состоит из газового баллона, редукционного клапана для регулирования давления воздуха, расходомера, трубопровода (внутреннего и наружного) и т.п. С помощью этого устройства обеспечивается формирование тонкой пленки на поверхности керамических роликов, что способствует уменьшению трения между поверхностью стекла и керамическими роликами. Такое решение снижает вероятность или полностью устраняет проблему, связанную с явлением помутнения стекла.
В случае нарушения подачи электропитания стекло выводится из камеры нагрева с помощью аварийного управляющего устройства (UPS) или с помощью дополнительной коленчатой рукоятки, которая позволяет перемещать ролики вручную.
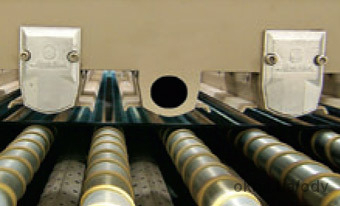
Головки быстрого охлаждения разделяются на верхние и нижние части. Форсунки изготовлены из алюминиевого сплава, а расстояние между стеклом и верхними/нижними форсунками можно регулировать в соответствии с потребностями в быстром охлаждении для различных типов стекла.
Среди головок быстрого охлаждения имеется множество роликов, обеспечивающих подачу стеклянного листа. Когда стеклянные листы выходят из печи, эти ролики перемещаются синхронно с роликами печи, обеспечивая транспортировку листового стекла в секцию быстрого охлаждения. Затем, под действием этих роликов, стекло начинает перемещаться взад и вперед, обеспечивая равномерность охлаждения.
Одновременно с колебательными перемещениями стекла в секции быстрого охлаждения детали самой системы охлаждения совершают колебательные перемещения в поперечном направлении, основная цель которых уменьшить внутренние напряжения стекла и обеспечить его равномерное охлаждение в этой секции. Тем временем нагнетательный вентилятор немедленно начинает обдувать поверхность стекла воздухом по вентиляционным каналам. Давление и расход воздуха определяются частотой вращения нагнетательного вентилятора, автоматическое управление которым осуществляется системой управления. Ролики обернуты по спирали кевларной лентой.
Верхнюю и нижнюю секции охлаждения можно поднимать приводным двигателем по отдельности с помощью энкодера. Расстояние между секциями быстрого охлаждения и стеклом можно регулировать с помощью компьютера.
Во время процедуры быстрого охлаждения давление воздуха на нижней стороне стекла будет определенно выше, чем на верхней стороне из-за того, что поток воздуха на нижней стороне частично блокируется роликами. Блок выравнивания давления воздуха можно использовать для выравнивания давления воздуха и, таким образом, обеспечивать качество стекла. При изготовлении толстого стекла съемный блок выравнивания давления можно удалить от поверхности стекла для улучшения результатов быстрого охлаждения.
На уровне подающего роликового конвейера располагается линейное устройство люминесцентного освещения, которое облегчает наблюдение за процессом охлаждения.
Охлаждающие головки совершают колебательные движения в поперечном направлении для обеспечения равномерного охлаждения стекла и уменьшения образующихся в нем внутренних напряжений.
Конструкция разгрузочного стола подобна конструкции загрузочного стола. Когда стекло достигает конца конвейера, оно останавливается по сигналу устройства программного позиционирования роликов, используемого вместо традиционного оптического датчика, что позволяет полностью исключить повреждения стекла, вызванные возможными неисправностями датчика.

