Станки, рассчитанные на единичное и мелкосерийное производство
Наиболее распространенным для единичного производства является универсальный фрезерный станок с шипорезной кареткой (например, Т 120 бельгийской фирмы Robland). Данные станки в стандартном оснащении позволяют установить на шпиндель только одну фрезу. Полный комплект фрез для изготовления одного простого окна составляет около 11 штук, а для самого сложного может превышать 20 штук. Для полной обработки окна требуется произвести столько замен инструментов, сколько профилей нужно обработать. Каждая смена инструмента занимает от 10 до 15 минут, так как Станки, рассчитанные на единичное и мелкосерийное производство настройка производится по шаблону с проведением пробных обработок, т.е. при использовании одиннадцати видов инструментов необходимо затратить 11 ? (10...15) = 110...165 минут. При переходе с операции шипонарезания на продольное профилирование необходимо производить изменение частоты вращения и замену защитного ограждения с его настройкой, что занимает еще около 25 мин. Время обработки одним инструментом при изготовлении окна составляет максимум 3 минуты. Отсюда следует, что на переналадку станка тратится подавляющая часть рабочего времени, и станок больше простаивает, чем работает.
Станок Т 120 оснащен быстросменным шпинделем с хвостовиком МК 5. Благодаря наличию нескольких шпинделей с инструментом станок Т 120 перенастраивается простой заменой шпинделей, что значительно сокращает время переналадки. Настройка щечек производится при помощи револьверной головки с предварительно настроенными упорами. Изготовление окон с применением фрезерных станков данного уровня позволяет изготовить в течение одной рабочей смены от 1 до 3 единиц продукции.
Для того чтобы добиться большей производительности, необходимо уменьшать время переналадки станка и увеличивать время его работы. Для повышения производительности в 1,5-2 раза рекомендуется пользоваться двумя фрезерными станками: одним — для продольного профилирования (например, Т 120 L) и вторым — для шипонарезания (например, Т 120 ТР). Применение двух станков позволяет распределить переналадки между ними, что дает возможность избавиться от замены колпака и не производить изменение частоты вращения шпинделя. При работе на двух фрезерных станках можно изготовить в течение одной рабочей смены около 3-6 окон.
Существенно повысить производительность позволит применение фрезерного станка Т 20 (Martin). Он дает возможность значительно сократить время переналадки, а значит, увеличить его загрузку. Для достижения этого он оснащен электрическим вертикальным позиционированием шпинделя с цифровым индикатором размера точностью 0,1 мм. Полезная длина шпинделя может быть увеличена до 200 мм, что позволяет установить сразу два комплекта инструмента, сокращая время переналадки почти в полтора раза. После обработки одним инструментом требуется изменить вертикальное положение шпинделя, чтобы в рабочую позицию стал второй комплект инструмента. На эту операцию требуется несколько секунд, и станок снова готов к работе. Станок также оснащен быстросъемным шпинделем с хвостовиком SK.
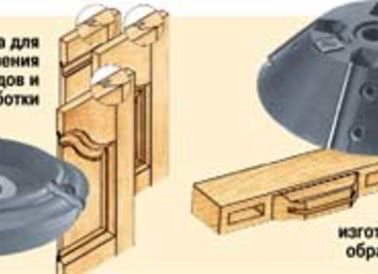
Исходя из особенностей изготовления окон и дверей спроектирован узкоспециализированный фрезерный станок МTP итальянской фирмы MAGIC. Благодаря своей компоновке он имеет ряд преимуществ, позволяющих значительно сократить время переналадки. Для перехода с операции нарезки шипов на профилирование достаточно повернуть вращающийся защитный колпак и установить направляющую линейку. Шпиндель позволяет устанавливать одновременно три фрезы. Позиционирование инструмента по высоте — электронное. На шипорезной стороне станка перед фрезерным узлом располагается торцовочный узел, а с профилирующей стороны после фрезы — узел отрезки штапика. Подача заготовки на шипорезной и профилирующей сторонах — автоматическая. Для изготовления окна с применением одиннадцати комплектов фрез на универсальном фрезерном станке требуется произвести одиннадцать перенастроек, а на МТР — всего четыре.
Для примера проведем анализ времени переналадки, затрачиваемого при работе на универсальном фрезерном станке и на фрезерном станке для изготовления окон МТР (Таблица 1).
Таблица 1. |
| |
Универсальный
фрезерный станок |
МТР |
Количество смен инструмента |
11 |
4 |
Время, затрачиваемое на одну смену инструмента, мин. |
15 |
20 |
Количество смен скоростей |
2 |
0 |
Время, затрачиваемое на одну смену скорости, мин. |
5 |
0 |
Время смены защиты, мын. |
20 |
0 |
Всего, мин. |
195 |
80 |
Как видно из таблицы, станок МТР позволяет сократить до 115 минут на переналадках по сравнению с универсальным фрезерным станком, что сокращает время наладки более чем в два раза и позволяет изготавливать около 10 окон в смену.
При покупке станка следует учесть как нынешние потребности производства, так и перспективы его развития. В следующем номере речь пойдет об оборудовании для профилирования деревянных окон серийного производства.
|