Основные принципы технологии и эффективность технологических процессов
Основные принципы технологии
Каждый вид технологии включает в себя отдельные технологические процессы.
Технология стекла и стеклоизделий, осуществляемая на одном предприятии,
включает в себя следующие основные технологические процессы:
В этот перечень не включены процессы подготовки и обработки сырья,
так как эти процессы целесообразно проводить вне стекольного завода;
на завод должны поступать полностью подготовленные сырьевые материалы
для последующего автоматизированного приготовления шихты.
В перечень не включены также процессы контроля и упаковки изделий, так
как они не изменяют потребительских характеристик изделий; они имеют
целью отбор годных изделий (контроль), сохранение готовых изделий, обеспечение
их успешной реализации (упаковка). Эти процессы будут включаться в общую
схему при рассмотрении технологии для конкретных изделий.
|
Как правило, конкретные технологические процессы стекольного
производства, приведенные выше, являются комплексными и представляют
собой совокупность отдельных, более узких процессов и явлений,
таких как: |
Следует отметить, что сложные гетерогенные процессы начинаются с поверхности и далее переходят в объемную фазу. Это относится как к химическим взаимодействиям, так и к процессам с преобладанием физических факторов. В связи с этим необходимо учитывать как поверхностные явления на границе раздела фаз (смачивание, адсорбция и др.) так и явления переноса (вязкое течение, диффузия, теплопередача).
Химические реакции обусловлены столкновениями частиц (молекул, атомов, ионов), разрывом связей в исходных веществах и образованием новых связей в продуктах реакции.
Для того, чтобы произошло взаимодействие между частицами, они должны обладать определенной энергией. Реагировать между собой будут только те частицы, энергия которых превышает необходимый минимум. Этот избыток энергии называется энергией активации и от нее зависит скорость реакции.
Мощным средством активации реагирующих частиц является температура. Реакции, скорость которых слабо зависит от температуры, обладают низкой энергией активации и, наоборот, сильная зависимость скорости реакции от температуры показывает, что данная реакция обладает высокой энергией активации.
Большинство процессов стекольного производства осуществляется между разнородными средами и телами: расплавами силикатов и стекла, твердыми частицами и газами. Явлениям, происходящим на поверхностях, разделяющих различные фазы, в стекольной технологии уделяется недостаточно внимания. В большинстве случаев такие явления не учитываются, а между тем иногда они оказывают большое влияние на протекание многих процессов и на свойства твердых и жидких тел. Это обусловлено особым состоянием, в котором находятся поверхности раздела между различными фазами.
В результате действия поверхностных сил, свойства тел вблизи их поверхности существенно отличаются от их свойств в объеме. Это приводит к таким явлениям, как смачивание, адсорбция и др.
С явлениями переноса приходится встречаться в каждом технологическом процессе. Явления переноса объединяют процессы, в которых происходит передача импульса, энергии или массы от одних частей неоднородной материальной системы к другим. При этом обычно принимают, что система однофазна, но неоднородна по свойствам.
Если в системе или теле имеется градиент какого-либо свойства, то возникает перенос этого свойства:
где: П – поток какого-либо свойства; dФ/dx – градиент определяющих характеристик (скорости течения, температуры, концентрации, электрического потенциала); k – коэффициент пропорциональности.
Наиболее важные типы переноса – это перенос импульса или количества движения, тепла, электрических зарядов и массы.
При вязком течении происходит передача импульса от одних частиц материальной системы к другим, если эти частицы имеют разные импульсы.
В процессе теплопередачи происходит передача энергии между областями с разной термической энергией.
При электропроводности происходит перенос электрической энергии за счет разности электрических потенциалов.
При наличии областей с разными химическими потенциалами (это различие возникает, как правило, вследствие разности концентраций) осуществляется перенос массы в результате диффузии. Особым предельным случаем диффузии является самодиффузия, которая связана с беспорядочным перемещением в результате теплового движения атомов, молекул или ионов внутри однородной по свойствам фазы.
Скорость процессов переноса пропорциональна градиентам импульса, температуры, электрического потенциала и концентрации (или более точно, химического потенциала). Явления переноса играют важную роль в технологических процессах производства стеклоизделий, начиная с процесса варки стекла и кончая процессами обработки изделий.
Если в точных науках правильное использование законов позволяет найти определенное научное решение, то в промышленной технологии, кроме общих научных и технических принципов, необходимо учитывать также экономические, а в последнее время и экологические вопросы. Чтобы промышленный процесс был экономичен, время его проведения должно быть ограничено. Чем оно короче, тем большее количество исходных веществ может быть переработано в технологическом агрегате или тем меньшие размеры должно иметь оборудование, предназначенное для получения заданного количества продукта. Из этого следует, что для наиболее эффективного осуществления процесса необходимо знать зависимость скорости от параметров проведения процесса или изменение его основных характеристик во времени.
Технологические процессы стекольного производства обычно бывают весьма сложными, и их скорости часто определяются совокупностью условий протекания не только химических реакций, но и ряда физических процессов, связанных дополнительно с гидродинамикой, переносом тепла, массы и т.п.
В связи с трудностями познания таких сложных гетерогенных процессов рассмотрим сначала основные принципы осуществления процесса, выражения его скорости через определенные параметры.
Характеристики скорости процессов обязательно должны учитываться при конструировании тех или иных технологических агрегатов. Закономерности измерения скорости для основных групп процессов могут быть сформулированы в виде общего закона: скорость процесса прямо пропорциональна движущей силе процесса.
1. Для химических процессов
где: М – количество прореагировавшего в химическом процессе вещества; V – объем реакционной зоны или агрегата; f (ct) – средняя движущая сила процесса, которая является функцией концентраций (с) реагирующих веществ и температуры (t)
2. Для переноса тепла
где: Q – количество переданного тепла; F – поверхность теплообмена; Dt – средняя разность температур.
3. Для переноса вещества из одной фазы в другую
где: М – количество вещества, перенесенного из одной фазы в другую; F – поверхность контакта фаз; Dc – разность концентраций вещества в фазах.
4. Для движения потока материалов (жидкости или газа)
где: V – объем протекающей жидкости или газа; F – площадь сечения агрегата или соответствующей зоны; DP – перепад давлений в агрегате или соответствующих зонах.
В приведенных выше формулах k1 – k4 – коэффициенты скорости процесса, t – время.
При расчете технологических процессов и агрегатов наиболее важной частью является анализ зависимостей для скорости процесса. Этот анализ позволяет найти оптимальные условия процесса, при которых соответствующее оборудование будет иметь минимальные размеры.
Эффективность технологических процессов в производстве
стеклоизделий
Стекольная технология стоит на пороге новых технологических решений,
которые коренным образом способны изменить существующее производство,
значительно повысить его эффективность.
В качестве примера можно привести осуществление в промышленном масштабе
производства листового полированного стекла по способу “плавающей ленты”
(фирма “Пилкингтон”, Англия). Способ наряду с оригинальным технологическим
решением эффективно использующий свойства расплавов стекла и металла,
имеет высокую экономическую эффективность, благодаря ликвидации трудоемких,
энерго- и материалоемких операций механической шлифовки и полировки
стекла и возможности автоматизации процесса. Вот почему этот способ
за короткое время завоевал широкое признание и принят в качестве основного
производства во всех развитых странах.
Однако далеко не везде технологические процессы достаточно эффективны.
Поэтому основной задачей технолога на производстве является осуществления
технологических процессов при возможно более низких экономических затратах.
|
Чтобы процесс был наиболее экономичен, он должен проходить возможно быстрее на всех этапах при максимальном использовании сырья или других исходных продуктов, минимальных затратах энергии и как можно более высоком выходе изделий с единицы оборудования. Эти задачи приводят к установлению следующих общих технологических принципов, в основе которых лежит наилучшее использование: при соблюдении: |
Наилучшее использование движущей силы процесса
Скорость любого процесса можно представить в следующем обобщенном виде:
Скорость = K x (движущая сила / сопротивление),
где: К – коэффициент пропорциональности.
Движущая сила представляет собой разность определенных параметров, характерных
для данного процесса и выражает удаленность системы от состояния равновесия.
Для массообмена в пределах одной фазы движущей силой будет разность
концентраций вещества, для теплообмена – разность температур двух участков
и т.п.
Скорость химической реакции определяется совокупностью огромного числа
элементарных актов взаимодействия между частицами вещества (молекулами,
атомами, ионами). В связи с этим движущая сила химической реакции определяется
рядом факторов: концентрацией, температурой, мерой химического сродства
и др.
Сопротивление в вышеприведенном выражении также будет величиной, характерной
для каждого процесса.
В случае диффузионного массообмена образуется пограничный слой, через
который и происходит диффузия; следовательно, сопротивление будет пропорционально
толщине этого слоя. При теплопередаче величина сопротивления зависит
от коэффициентов теплопередачи контактирующих материалов (фаз) или пропорциональна
толщине стенки, разделяющей две среды. В случае химической реакции в
гомогенной системе с сопротивлением связана энергия активации процесса
и т.д.
Способы повышения движущей силы процессов будут обсуждаться и далее
при описании способов реализации остальных технологических принципов,
в известной степени подчиненных этому основному принципу.
Важнейшие технологические процессы производства стеклоизделий являются
высокотемпературными и осуществляются по сложному механизму. Рассмотрим
некоторые примеры повышения движущей силы технологических процессов
производства стекла и стеклоизделий.
1. Основным средством ускорения химического взаимодействия в технологических
процессах производства стекла является повышение температуры. Благодаря
этому достигается ускорение силикатообразования при варке стекла, реакций
взаимодействия стекла и продуктов его разрушения в плавиковой и серной
кислотах при химической полировке изделий и т.п.
2. Если на скорость процесса решающее влияние оказывает диффузия, то
в наиболее простом случае это явление описывается зависимостью, следующей
из первого закона Фика:
Мерой движущей силы в этом случае является разность концентраций в основной массе и на поверхности контакта фаз СH – Сt.
Для данной системы, характеристической величиной которой служит коэффициент диффузии D, по мере увеличения разности концентраций и уменьшения толщины ламинарного пограничного слоя d, возрастает скорость диффузии через поверхность S.
В производстве стекла диффузионные явления играют важную роль. Именно ими определяются скорости стеклообразования при варке (растворение зерен кварца в расплаве силикатов), поверхностного и объемного окрашивания стекломассы, ионного обмена, химической полировки и других процессов. Там, где процесс связан с расплавом стекла, диффузионные процессы значительно замедлены вследствие высокой вязкости расплава. Уменьшение вязкости при повышении температуры ведет к ускорению процесса, которое достигается также при перемешивании стекломассы, так как уменьшается толщина диффузионного слоя. Движущую силу диффузионного процесса в соответствии с уравнением можно повысить также путем увеличения площади соприкосновения фаз, т.е. уменьшения размера растворяющихся частиц или использования фриттованных красителей при окрашивании в непрерывном потоке. В последнем случае происходит взаимодействие в системе двух расплавов и диффузионные явления значительно ускоряются, особенно при перемешивании.
3. Если приходится иметь дело с теплопереносом, от которого зависит ход всего процесса, то движущей силой являются температурные градиенты. Так при варке стекла в пламенных печах повышение температурных градиентов между пламенным пространством и шихтой приводит к ускорению процесса стекловарения.
При электрической глубинной варке стекла скорость варки пропорциональна градиенту температур между слоем шихты и стекломассой.
Большое значение имеют вопросы теплопередачи при формовании изделий. Наибольшее влияние на процесс формования изделий оказывают температуры поверхности стекла и формы, а также величина теплового сопротивления в граничном слое между ними. Со стороны стекла это сопротивление в основном является функцией его вязкости и давления формования, со стороны формы – чистоты ее поверхности. Например, при прессовании термическое сопротивление в переходном слое меньше, чем при выдувании вследствие большого давления, прижимающего стекло к форме; скорость охлаждения при этом возрастает.
С течением времени температурные градиенты уменьшаются, что ведет к уменьшению скорости охлаждения.
4. На разности парциальных давлений газов основан процесс осветления стекломассы.
Наилучшее использование сырья и материалов
В производстве стеклоизделий стоимость сырья и материалов составляет
значительную часть себестоимости продукции. Так в производстве листового
стекла, стеклянной тары и бытовой посуды доля сырья и материалов в калькуляции
себестоимости продукции составляет
16-40%, причем в производстве листового стекла и стеклянной тары эта
доля обычно больше, чем в производстве бытовой посуды. При проектировании
и организации производства необходимо добиваться наиболее полного и
эффективного использования сырья и материалов.
Основой для определения расхода сырья является материальный баланс,
который для производственных условий получения того или иного стекла
составляется при расчете шихты.
|
Пути рационального использования сырья и материалов в стекольной
промышленности разнообразны. Основные из них: |
Одной из важнейших задач рационального использования сырья в стекольной
промышленности является подготовка и обогащение сырья на специализированных
централизованных базах. В этом случае на заводе вместо составного цеха
будет организовано дозировочно-смесительное отделение и операции по
составлению шихты можно легко автоматизировать, сократить до минимума
потери сырья.
Одним из значительных факторов экономии сырья в стекольной промышленности,
особенно в производстве стеклотары, является применение стеклобоя. Централизованный
сбор и подготовка стеклобоя позволяет довести его использование в производстве
окрашенной стеклянной тары до 50 – 70% и даже до 100%, что даст значительную
экономию затрат на сырье.
Весьма актуальной задачей в стекольной промышленности является комплексное
использование сырья и отходов производства. Ценность недефицитного сырья
возрастает, когда наряду с доступностью и низкой стоимостью оно обладает
рядом достоинств технологического характера, например, доменный шлак.
Для производства листового стекла и стеклянной тары характерно применение
различных горных пород. В частности, для ввода в стекло Аl2О3 применяются
нефелиновые, полевошпатовые и пегматитовые концентраты постоянного состава,
являющиеся продуктами обогащения полезных ископаемых. Наряду с Аl2О3
с ними вводятся и другие стеклообразующие оксиды (SiO2, СаО, МgО, К2О,
Na2О), что приводит к экономии соответствующих сырьевых материалов (песка,
доломита, соды).
В производстве окрашенной стеклянной тары эффективно использование усредненных
металлургических шлаков, что позволяет не только экономить сырьевые
материалы, но и интенсифицировать процесс стекловарения. Снижение материалоемкости
изделий при сохранении их эксплуатационной надежности в основном относится
к производству стеклянной тары и обеспечивается качеством стекла, режимами
формования, применением современного стеклоформующего оборудования.
При этом нужно исходить из экономической целесообразности производства
возвратной и невозвратной стеклянной тары.
Наилучшее использование энергии
Производство стекла и изделий из него является энергоемким. Доля различных
видов энергии в себестоимости продукции довольно значительна, при этом
основную долю энергии потребляет стекловаренная печь (60-75%).
Теоретический расход тепла на варку 1 кг Nа-Са-Si- стекла из шихты составляет
2500-2800 кДж. Для стеклобоя эта величина уменьшается до 1900 кДж. Практический
расход тепла на стекловарение значительно превышает теоретический, особенно
для пламенных печей, что связано с относительно низким коэффициентом
полезного действия (КПД) этих печей. Основные направления повышения
эффективности использования энергии в пламенных печах связаны с герметизацией
и теплоизоляцией ограждений печи, повышением эффективности работы регенераторов
и рекуператоров, т.е. повышением температуры подогрева воздуха в них.
КПД стекловаренных печей может быть повышен за счет дополнительного
электроподогрева в пламенных стекловаренных печах. Наивысший КПД имеют
чисто электрические стекловаренные печи, т.к. в них энергия выделяется
внутри расплава и максимально расходуется для стекловарения.
В зарубежной и отечественной стекольной промышленности накоплен достаточно
большой опыт повышения эффективности стекловарения, вследствие чего
в пламенных и пламенно-электрических печах значительно снизились расходы
топлива, увеличилась доля полезно затрачиваемого тепла. Общий КПД таких
печей может достигать 50-60%, электрических печей – 80%.
Основой для определения расхода энергии и топлива, направлений повышения
эффективности работы печей являются энергетические (тепловые) балансы,
которые составляется при теплотехническом расчете печей.
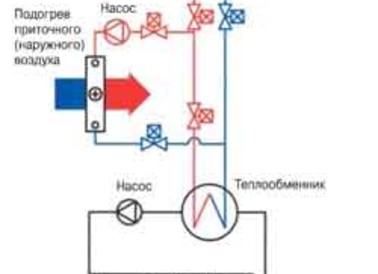
Эффективность использования тепловой энергии существенно возрастает
при использовании тепла отходящих газов стекловаренных печей после регенераторов
и рекуператоров (при использовании соответствующих теплообменных устройств)
для целей подогрева шихты и боя, сушки материалов, отопления, горячего
водоснабжения промышленных и административных зданий.
Рациональное использование энергии возможно при отжиге стекла и стеклоизделий.
Объемный нагрев и охлаждение, например, с помощью ИК-излучения, позволяет
интенсифицировать процесс, снизить затраты энергии. Резервы экономии
имеются также в области использования электрической энергии. Это связано
с рациональным режимом работы технологического оборудования, применением
оптимальных мощностей электродвигателей и других потребляющих электроэнергию
устройств.
Наилучшее использование агрегатов и оборудования
Стоимость оборудования и его ремонтов учитывается в стоимости продукции,
поэтому необходимо реализовать технологический процесс с наименьшими
затратами, связанными с оборудованием. Этому будет способствовать достижение
максимального выпуска продукции при использовании данного оборудования,
что относится как к технологии (обеспечение максимально возможных скоростей
процессов и качества продукции), так и к организации производства (сокращение
до минимума простоев оборудования).
Важным фактором улучшения использования агрегатов и оборудования является
применение непрерывно действующих установок. Эксплуатационные расходы
в непрерывном процессе, как правило, ниже, чем в периодическом, не только
из-за более высокого уровня автоматизации, но и благодаря исключению
некоторых операций периодического цикла. Полезное время работы агрегатов
и установок при этом увеличивается. Поэтому, несмотря на большие капиталовложения,
непрерывные процессы обычно экономически выгоднее периодических.
Производительность основного агрегата стекольного производства – стекловаренной
печи – имеет очень важное значение. Чем выше производительность, тем
больше количество оборудования можно разместить у печи и за счет этого
добиться увеличения выпуска продукции (если позволяют производственные
площади). Однако более совершенной характеристикой стекловаренного агрегата
является его удельная производительность. В стекольной промышленности
для этой цели используется показатель суточного съема стекломассы с
1 м2 отапливаемой части печи. Чем совершеннее стекловаренная печь, тем
более высокопроизводительное оборудование для выработки изделий может
быть установлено. Улучшению показателей работы стекловаренной печи способствуют
методы интенсификации процесса стекловарения (химические, термические
и гидродинамические), рациональные конструктивные решения.
Для предприятий весьма важен показатель использования агрегатов и оборудования
во времени. Для стекловаренной печи этот показатель характеризуется
продолжительностью межремонтного периода работы. Увеличению продолжительности
межремонтного периода способствует, прежде всего, рациональная конструкция,
применение высокостойких огнеупорных материалов и грамотная техническая
эксплуатация. При соблюдении этих условий срок межремонтного периода
печей может достигать 10 и более лет.
Эффективность процессов и технологическая соразмерность
Совершенствование существующих и разработка новых технологических процессов
в основном определяют технический прогресс производства.
При внедрении в производство новых технологических процессов обычно
рассчитывается сравнительная экономическая эффективность, которая характеризует
экономические преимущества одного варианта перед другими.
Так, к примеру, применение горных пород в производстве листового стекла
и стеклянной тары ведет к эффективному использованию сырья. Однако для
получения высококачественного стекла и изделий необходимо рассмотреть
вопросы химического состава сырья, его постоянства, количества ввода
в шихту, стоимости и т.п.
Повышение температуры варки стекла в газопламенных печах ведет к значительной
интенсификации процессов стекловарения. Однако при температурах выше
1600°С наблюдается значительный износ огнеупорной кладки печи, возникают
проблемы эффективного охлаждения стекломассы до температур выработки,
продукты горения обогащаются токсичными оксидами азота, загрязняющими
окружающую среду. Применение электроэнергии при варке существенно интенсифицирует
процесс стекловарения, но ее стоимость выше, чем природного газа. Однако
в каждом отдельном случае нужно соразмерять экономические показатели
с социальными и экологическими.
Например, при варке свинцового хрусталя применение чисто электрической
варки вполне оправдано, т.к. сокращаются потери легколетучих компонентов,
в первую очередь оксидов свинца, загрязняющих окружающую среду, сокращаются
размеры стекловаренной печи, повышается культура производства.
В производстве же листового стекла и стеклянной тары чисто электрическая
варка стекла пока еще не только трудна в осуществлении технических решений,
но и экономически невыгодна, вследствие высокой стоимости электроэнергии.
При производстве этих видов продукции хороших результатов можно достичь
при частичном применении электроэнергии (5-15%).
Уменьшение массы стеклотарных изделий ведет к экономии сырья и материалов,
увеличению скоростей работы стеклоформующих машин. Однако уменьшение
массы изделий целесообразно только в том случае, если при этом не снижается
их эксплуатационная надежность. Современное стеклоформующее оборудование
для производства бутылок (прессовыдувной процесс) позволяет достичь
максимального уменьшения массы при сохранении эксплуатационной надежности
за счет хорошего распределения стекла. Но такие изделия пригодны только
для одноразового использования. В связи с этим нужно решать вопросы
эффективности применения бутылок однократного и многократного использования
в отраслевом масштабе.
Скорость работы стеклоформующих машин тем больше, чем меньше разность
температур между порцией стекла, поступающей в форму, и готовым изделием,
выдаваемым из формы. Это означает, что капля стекломассы должна иметь
возможно меньшую температуру, а готовое изделие – возможно большую.
Однако при чрезмерно низкой температуре капли невозможно формование
высококачественного изделия, а чрезмерно высокая температура при выдаче
готового изделия приводит к его деформации.
При осуществлении технологического процесса изготовления изделий из
ситаллов следует учитывать, что скорость кристаллизации стеклообразующих
расплавов до известного предела пропорциональна степени переохлаждения
расплава. При дальнейшем охлаждении сильно нарастает вязкость стекломассы,
которая препятствует зарождению центров кристаллизации и росту кристаллов.
При обработке изделий бытовой посуды алмазным инструментом высокая скорость
вращения значительно повышает производительность труда, но затрудняет
доступ охлаждающей жидкости в зону обработки, появляются царапины, прижоги
и т.п. Поэтому приходится решать вопросы выбора оптимального числа оборотов,
применения специальной смазочно-охлаждающей жидкости.
Повышение температуры смеси кислот при химической полировке стеклоизделий
наряду с ускорением процесса полировки приводит к усилению испарения
кислот, особенно НF, что значительно ухудшает условия труда, загрязняет
окружающую среду.
При нанесении пленочных покрытий оксидов металлов на стеклоизделия,
эффективность упрочнения достигается при определенной толщине пленки.
Дальнейшее увеличение ее толщины приводит к непроизводительному расходу
материалов, усложнению оборудования и технологического процесса.
Таким образом для повышения эффективности каждого технологического процесса
должны быть определены оптимальные технологические параметры, исходя
из принципа технологической соразмерности.
Технология стекла и стеклоизделий