Тенденции в процессе экструзии — влияние на экономичность и качество окон
Дипл. инженер Свен Вольф, Компания Theysohn Extrusionstechik |
Экономичность и качество
Если даже в настоящее время страны бывшего Востока находятся в определенном
смысле в стадии прорыва, и оконные профили, а соответственно и изготовленные
из них окна представляются идеальным продуктом для улучшения качества
жизни, необходимо кроме близкой перспективы (прибыль, рынок) учитывать
также долгосрочную. Инвестиции в бывшую в эксплуатации (и поэтому старую)
технику — машины, установки и оборудование — возможно, это “выиграшный”
сценарий в начале бизнеса, но он таит в себе опасность провала.
В сущности хорошо организованное производство с современными машинами
и установками является гарантией эффективности затрат, высокого качества
и не только краткосрочной прибыли, но и конкурентоспособности на длительную
перспективу. Естественно, что (первоначальные) инвестиции представляют
собой серьезное препятствие, но если хорошо посчитать производственные
затраты, то получится совсем иная картина:
100% производственных затрат = 80% затраты на материалы
10% расходы на содержание персонала
4% инвестиционные затраты (амортизация)
2% техническое обслуживание / текущий ремонт
2% электроэнергия и эксплуатационные расходы
2% затраты на качество (рекламации и т.д.)
Остановимся на некоторых тенденциях в экструзионной технологии и их влиянии
на прямые и непрямые затраты (на качество).
Приготовление ПВХ
Расходы на материалы составляют около 80 % затрат на производство продукта.
Потому очень важно кроме тщательного подбора производителей сырья выяснить
стоимость приготовления из этого сырья экструзионного материала, причем
в каждом случае необходимо оптимизировать качество и затраты. Обычно можно
рассчитывать на то, что при выполнении соответствующих требований инвестиция
в высококачественную установку для приготовления ПВХ, работающую в полуавтоматическом
режиме, несмотря на довольно высокие инвестиционные затраты, будет возвращена
примерно за 0,75 года. Еще одна возможность экономии открывается с помощью
внедрения автоматических систем взвешивания (лучшее использование и загрузка).
На конечном этапе человеческий фактор сводится к минимуму и используется
исключительно для контроля и технического обслуживания систем.
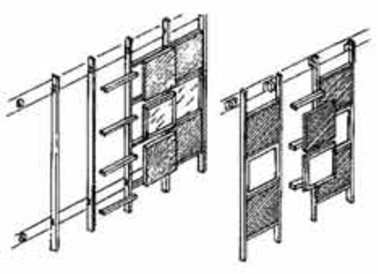
Влияние различных степеней подготовки на инвестиции, затраты и качество сухих смесей ПВХ
Что касается последующего экструзионного процесса, то следует учитывать,
что подготовительный процесс существенно влияет на качество экструдата.
Плохая и/или недостаточная подготовка приводит к проблемам качества, например:
— колебания момента вращения — избыток веса,
— термическая неоднородность — избыток веса,
— плохое качество сварки
— проблема подъема и втягивания — пользование машиной, распределение нагрузки
— дефекты профиля — усадочные раковины, впадины, неравномерный цвет и
т. д.
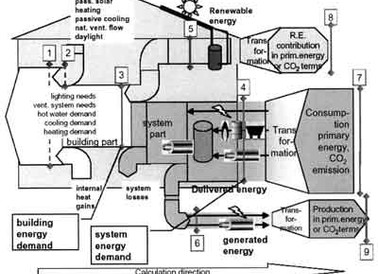
Упрощенный анализ стандартной экструзии
Экструзионная установка работает аналогично насосу и лишь условно пригодна
для процессов смешивания.
В установке энергия подается на пылеобразную сухую смесь ПВХ, чтобы произвести
термально гомогенный расплав.
Горячий расплав пропускается под давлением, созданным в экструдере, через
формирующую фильеру и потом охлаждается с помощью калибраторов, вакуума
и воды.

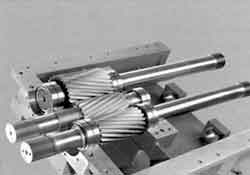
Современная одноструйная экструзия; основной профиль 4,07 м/мин.
Виды экструзионных установок:
Конические экструдеры.
Как правило используются там, где выпуск составляет не более 180 кг/ч
и отличаются большой гибкостью применения. (Стеклянные планки и маленькие
неосновные профили).
Параллельные экструдеры.
Предназначены для больших объемов выпуска. Как правило оптимизированы
для определенного диапазона (основные профили с одинаковым весом на метр
длины.)

Двухструйная экструзия 2 х 2,5 м/мин.
Специальные формы экструзии:
— Двухструйная экструзия. Струя расплава разделяется из фильеры
с помощью распределителя на два потока и впоследствии производится два
одинаковых профиля.
— Ко-экструзия. Полное или частичное покрытие профиля дополнительным
слоем из того же (PVC) или другого пластика (РММА, ASA) для достижения
технических и/или экономических преимуществ.
— Пост-коэкструзия. Нанесение уплотнителя на уже остывшие профили.
В основном используется резиноподобный материал (ПВХ, ТРЕ и др.).
— Пенная экструзия. Экструдер используется в качестве химического
реактора, при этом добавляется вспенивающее вещество, которое после выхода
из фильеры вспенивает ПВХ. В основном применяется для изготовления плинтусов
(планок), обшивочных профилей и подоконников.
|
Двухструйная пост-коэкструзионная установка
для стеклянных планок
|
 |
Термически гомогенные расплавы — гарантия качества
Каждый производитель экструдеров исходит из того, что расплав, вытекающий
из экструзионной установки, является термически гомогенным. Для достижения
термической гомогенности существуют такие возможности:
Червячная геометрия с оптимизированным адаптером потока
 |
 Верхушка шнека с функцией смешивания и оптимизированным внутренним охлаждением |
 |
Современный способ регулировки температуры на цилиндре с эллиптической метринговой зоной и частотной масляной регулировкой |
Экономия материала благодаря улучшению гомогенности температуры
Влияние негомогенности температуры на качество производимых окон имеет разнообразные проявления:
Но это влияние может сказаться непосредственно на стоимости материала:
Точность как один из способов экономии на стоимости
материалов
Точность приводной техники может дорого стоить, но в перспективе сэкономит
предприятию значительно более высокую сумму расходов на материалы. Следует
учитывать, что использование высокоточных приводных пакетов АС предпочтительнее,
чем применение пакетов DC.
Экономия на материалах и электроэнергии с современными приводными пакетами АС
Необходимо учитывать такие факторы:
 Привод с двойным червячным механизмом с предупреждением неравномерности кручения винтов экструзионной машины |
 Базирующееся на Windows управление экструзионной машины с 15”-дюймовым экраном, реагирующим на прикосновение |
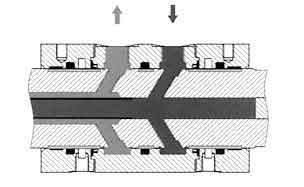

Уплотнение масляных блоков и его исполнение
Современные технологии управления помогают обеспечить не только качество, но и — благодаря усовершенствованной точности регулировки и оптимальному удобству работы — производительность машины.
Гибкость работы помогает экономить затраты
В области разработки новых материалов тоже наблюдается быстрый прогресс.
Использование все более дешевых компонентов приводит к оптимизации рецептуры
и тем самым к оптимизации затрат на материалы. Это касается не только
применения большего количества наполнителей и в связи с этим неизбежности
подбора соответствующих вспомогательных средств переработки, но и характеристик
ПВХ самых разных производителей. С точки зрения улучшения качества возникают
более высокие требования к экструзионной технике в целом и к экструдерам
в частности. Сегодня область их применения уже не ограничивается экструзией
ПВХ, те же экструзионные машины используются также для производства
искусственных материалов РММА и ASA. Важным критерием улучшения гибкости
работы экструдеров является применение активных элементов управления
процессом, в частности применение внешнего способа поддержания температуры
червячных механизмов (винтов).
Расширение окна с помощью активного регулирования температуры винтов
Внешние проточные каналы для поддержания температуры червячных механизмов
Перспективы и итоги
Инвестиционные затраты являются, естественно, самым трудным барьером
на начальном этапе производства оконных профилей. Но если рассматривать
производство оконных профилей в целом, то они составляют только небольшую
долю текущих затрат.
С помощью современных машин и установок удается достичь быстрого возврата
инвестиций. Хотя для производителей окон — именно на “растущем рынке”
— очень большое значение имеет качество (упрощенное проникновение на
рынок), но они также очень чувствительны к цене и готовы к переменам.
Имея современные машины и высококачественного поставщика этих машин
в качестве партнера, производитель окон не только оснащен в лучшем виде,
но и хорошо подготовлен к борьбе с конкурентами.

Полностью укомплектованный завод по производству оконных профилей