Бревно на дольки
Угловой метод пиления — современный и эффективный способ производства пиломатериалов
Областью целесообразного применения углового пиления считается производство обрезного пиломатериала
(особенно радиального), заготовок для различных видов погонажных изделий, паркета или многослойного бруса, индивидуальный раскрой бревна с выбраковкой отходов (например, сердцевины).
Особенности углопильных станков
Угловое пиление (продольный радиальный распил бревен угловым способом)
выполняется на дисковых бревнопильных станках с ортогональной подачей
дисков или с использованием механизма автоматического поворота пильного
блока) — новая технология в области первичной деревообработки бревен.
Метод углового пиления прост — дисковые пилы, расположенные ортогонально,
последовательно вырезают из бревна планки, на которых годовые кольца расположены
«радиально», то есть до 45° к наибольшей плоскости профиля ламели. Таков,
например, станок «Барс-3».
Распиловка достигается за счет использования двух дисков, расположенных
в вертикальной и горизонтальной плоскостях. Бревно закреплено на неподвижной
станине станка, по направляющим которой перемещается портал с пильным
узлом. Перемещение дисков на заданный размер производится под контролем
микропроцессорной системы управления и осуществляется согласно рассчитанной
программой оптимизации карте раскроя в автоматическом режиме. Зажим и
выравнивание бревна осуществляются при помощи гидравлической системы.
Съем отпиленной доски производится автоматически обратным ходом портала
на максимальной скорости. После съема доски цикл автоматического позиционирования
дисков, подачи в распил повторяется. Станок поставляется в комплекте с
программами оптимизации деревообработки.
Существуют многодисковые станки и станки с поворотным шпинделем дисковой
пилы.
Основу конструкции поворотных углопильных станков составляет особый элемент
— поворотный режущий механизм. Поворот механизма происходит автоматически.
Станок позволяет получать пиломатериал заданного сечения непосредственно
из бревна, минуя стадию обработки необрезной доски.
Другое решение — пилорама дисковая угловая — имеет такую особенность:
распиловка ведется с помощью подвижной каретки вдоль неподвижно закрепленного
бревна набором пил. Схема распиловки бревна выбирается оператором самостоятельно,
исходя из сменного задания и рационального раскроя бревна в зависимости
от его диаметра.
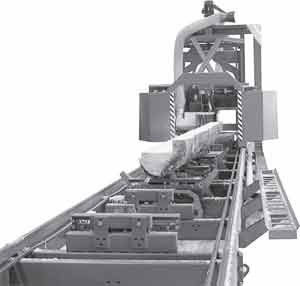
Станок «Барс-3»
Современные модели углопильных станков оснащаются автоматической системой
оптимизации раскроя. Обычно скорость и точность установа ширины и глубины
разреза обеспечивает компьютер (PLC-контроллер) для управления смещением
инструмента по ортогональным осям распила. Как правило, приводы таких
станков имеют двигатели с изменяемой (управляемой) частотой вращения с
помощью частотного преобразователя для изменения угловой скорости пильного
двигателя и автоматического управлением скоростью подачи пильного шпинделя.
Этим достигается оптимальное соотношение скорости реза в зависимости от
выбора пильного диска и твердости древесины.
Угловой распил — специальный метод. Для производителей пиломатериалов
общего назначения, у которых изготовление пиломатериалов сводится к развальному
либо брусово-развальному методу, стоит помнить, что эти методы неэффективны
для получения пиломатериалов радиального распила. Высокий спрос на погонаж
с радиальным распилом даже подталкивает некоторые предприятия изготовлять
«радиалку» из необрезных пиломатериалов, что вообще трудно поддается объяснению
с экономической точки зрения.
Качество пиломатериалов, получаемых традиционными способами, также оставляет
желать лучшего: ленточнопильные либо рамные станки не позволяют обычно
получать доску с отклонением геометрических размеров ± 0,5 мм. Для большинства
типов распиловочного оборудования этот показатель — «недостижимая мечта»,
а для станков, специально предназначенных для радиально-углового пиления,
такие показатели отклонения геометрии профиля считаются верхним, худшим
значением.
|
Справка. Радиальный и тангенциальный распил Радиальным называется распил, при котором плоскость разреза
проходит через сердцевину ствола или параллельно ей. Древесина таких
досок довольно однородна по цвету и текстуре, межкольцевые размеры
минимальны. Доски радиального распила устойчивы к внешним воздействиям,
практически не подвергаются деформации и обладают высокой износостойкостью.
Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент
разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила
вдвое лучше, чем у доски тангенциального распила. |
Эффективность метода
Применение станков углового пиления во многом упрощает технологию производства
пиломатериалов. Уникальная конструкция станков обеспечивает очень высокий
выход готовой продукции высокой сортности (среднегодовой показатель 65%!)
и безупречную геометрию пиломатериалов, что в сочетании с минимальными
первоначальными вложениями и затратами на обслуживание оборудования весьма
эффективно для применения на средних и малых предприятиях.
Считается, что станки для радиального распила предназначены только для
производства радиальных пиломатериалов. Это неверно из-за особенностей
самого метода углового пиления.
Правильно было бы утверждать, что метод углового пиления наряду с производством
обычных обрезных пиломатериалов дает возможность производить попутно и
радиальные пиломатериалы из одного бревна.
Возможность индивидуального раскроя бревна методом углового пиления позволяет
одновременно получать радиальные пиломатериалы из бездефектных зон бревна
и обычные обрезные (но возможно и другого сечения) из зоны расположения
пороков. Толщина и ширина выпиливаемых последовательно пиломатериалов,
ограничена только диаметром пильного диска.
Получая минимум 20% радиальных пиломатериалов из рядового сырья от общего
объема произведенных пиломатериалов, деревообработчик значительно увеличивает
свою прибыль при тех же самых затратах.
Несоблюдение этого правила приводит, наоборот, к низкой эффективности
в целом. В погоне за мнимой прибылью (принимая во внимание только высокую
стоимость радиальных пиломатериалов) порой совершенно не учитывается основной
принцип раскроя пиловочного сырья. Сечения радиальных пиломатериалов,
которые в основной своей массе предназначены для производства трехслойного
оконного бруса, относятся к тонким пиломатериалам (27 Ч 90 мм). Представьте,
сколько займет времени процесс распиловки, если требуется распилить бревно
? 50 см (!) на тонкие плашки и если учитывать, что производительность
станков зависит от количества резов в бревне?
| Оборудование для углового пиления обеспечивает очень высокий выход готовой продукции высокой сортности (среднегодовой показатель 65%!) и безупречную геометрию пиломатериалов |
Цикл резания
В начале цикла резания пильный диск находится в горизонтальном положении.
Во время движения вперед выполняется горизонтальный рез по длине бревна.
На конце бревна пильный диск поворачивается в вертикальное положение.
Во время обратного движения надрезанная часть отделяется вертикальным
резанием. Далее следует поворот пильного диска в горизонтальное положение
и повторение цикла резания. Таким образом, происходит раскрой бревна на
обрезной пиломатериал требуемого сечения. В многопильных станках с ортогональным
расположением пил цикл резания несколько сложнее, хотя и подобен — вместо
поворота используется подвод пил в одной плоскости и отвод пил в другой,
а затем наоборот.
Умение рационально распилить бревно на пиломатериалы — залог успешной
работы. Не стоит забывать, что любой станок, какой бы «умный» он не был,
всего лишь средство труда в производственном процессе, с определенным
набором технологических операций. Количество приемов пиления в последовательности
выпиловки пиломатериалов на станках, например, с механизмом автоматического
поворота пильного блока, ограничены исключительно фантазией оператора
и определяются его опытом.
Распилить бревно только на тонкие и узкие пиломатериалы можно, но только
в редких случаях, когда имеется ряд веских оснований для принятия подобного
решения. При этом заранее надо понимать, что это будет в ущерб производительности
и рациональности использования сырья.
Положения пилы при выполнении цикла резания:
Горизонтальный рез - Поворот пилы - Вертикальный рез - Поворот пилы -
Перемещение на следующую заготовку
| Организация производства на основе углопильных станков обойдется намного дешевле, чем при традиционном подходе |
Эффективное использование сырья
Станки для углового пиления, в частности с использованием механизма автоматического
поворота пильного блока, вполне пригодны для использования в качестве
основного оборудования на средних и малых лесопильных предприятиях.
Не каждое предприятие имеет возможность обеспечить себя на 100% сырьем
отвечающим необходимым условиям для производства радиальных пиломатериалов.
На это существует масса причин. В основном приходится работать с пиловочником
среднего качества и диаметром от 24-26 см. Но на практике получать радиальные
пиломатериалы можно из минимального диаметра 32 см, если не учитывать
в них наличия сучков, сердцевины и других пороков. Те, кто сталкивался
с реальным производством радиальных пиломатериалов, знают, что получить
качественные радиальные пиломатериалы возможно только используя сырье
диаметром как минимум 38-40 см и выше безупречного качества. Только в
этом случае имеет смысл распускать практически все бревно на радиальные
пиломатериалы указанных сечений в ущерб производительности. Иначе говоря,
ориентация на выпуск только радиального пиловочника означает для производителя,
что ему предстоит стать заложником графика поставок качественного сырья
в соответствии с экспортным ГОСТом РФ (см. «Окна. Двери. Витражи», Бизнес-выпуск,
2007, стр. 92-100).
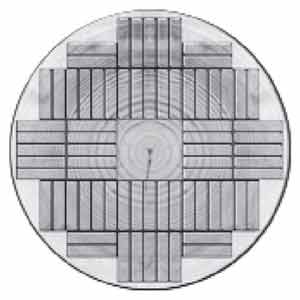
Схема раскроя пиломатериала
В противном случае получается много короткомерных заготовок, безвозвратных
отходов и, как следствие, низкий выход готовой продукции, много бесполезной
трудоемкой работы, связанной с вырезкой дефектных участков, сращиванием
короткомеров в мерную плашку. В результате — высокая себестоимость продукции
и низкая рентабельность предприятия.
Ввиду того, что основная масса производителей работает на покупном сырье,
то они и не понаслышке знают о всевозможных трудностях, связанных с поставками
сырья для пиловочника. Оптимизированная производительность оборудования
для углового распила позволяет переработать такой объем древесины, который
можно реально поставить. И при этом не беспокоиться, что предприятие может
остановиться из-за отсутствия подходящего сырья.
К примеру: среднее предприятие, оснащенное четырьмя станками UP 700 (производства
фирмы StrojCAD, Словакия), не самых производительных в ряду моделей станков
для углового пиления, способно переработать до 38000 м3 (!) пиловочника
в год — почти пятьдесят вагонов леса в месяц! Затраты на организацию производства
с помощью углопильных станков значительно ниже требуемых, чем для схемы
с применением поточных линий. Минимальное количество вспомогательного
оборудования, площадей занятых под производство, малое потребление электроэнергии
(установленная мощность UP 700 оснащенного двигателем 22 кВт, составляет
27 кВт!), позволяют экономить значительные средства при организации производства.
Не трудно подсчитать, что затраты на организацию производства, например,
на основе брусовальных станков с поточной линией распиловки обойдется
много дороже при достаточно скромном выходе готовой продукции. К тому
же в условиях отдаленности сырьевой базы обеспечить бесперебойную работу
брусовального производства без дефицита пригодного сырья будет достаточно
сложно по разным причинам, в т.ч. и финансовым.
Бревнопильные станки для углового пиления собственно и создавались с учетом
развития лесопильных производств, направленных на рациональное использование
лесных ресурсов (выборочная рубка, санитарная рубка). В сочетании с умением
правильно раскроить бревно они уже приносят неплохие дивиденды своим владельцам
и достойную зарплату персоналу.

