Стекло для автомобиля
| Стекло всегда было важнейшим компонентом автомобиля, и говорить о стекле как об ограниченной плоской поверхности в нем никак нельзя. Динамика перехода от вертикального плоского до искривленного наклонного стекла направлена на совершенствование аэродинамических форм, влияющих на прирост скорости. При конструировании нового автомобиля разработчик не спрашивает, существует ли такая форма стекла или нет. К тому же доля остекления авто все время возрастает, ведутся разработки по созданию автомобиля с использованием стекла как конструкционного материала. |
 |
Автомобильная промышленность предъявляет к автомобильному стеклу новые требования, в частности, в связи с увеличением площади остекления автомобилей и расширением использования в них электроники.
Характерными чертами развития современной технологии производства автомобильных ветровых стекол являются постоянное обновление ассортимента, совершенствование электронных устройств, расширение использования автоматики.
Ветровое стекло изготавливается из двух листов флоат-стекла с полимерной прокладкой между ними. Практически все ветровые стекла выпускаются гнутыми. По краю стекла наносится плоская полоска керамической краски, затененной полосой, кнопкой для крепления зеркала заднего вида и антенной.
Флоат-стекло для изготовления ветровых стекол может быть бесцветным или слегка окрашенным. В США применяют в основном стекло зеленого оттенка, в Японии — синего, в Европе — зеленого, реже — бронзового.
| В целом эволюция автомобильных
стекол обусловлена следующими обстоятельствами: |
Многослойное ветровое стекло при аварии предупреждает выброс пассажира,
однако сохраняются две проблемы: выброс пассажиров через другие окна и
ранение осколками стекла. Чтобы предотвратить ранения, применяют стекла,
на внутренней стороне которых нанесена тонкая полимерная пленка. В случае
аварии контакт человека с осколками стекла эффективно предотвращается.
Выброс пассажира через боковые и задние окна, если он не разрешен конструктивными
решениями по безопасности автомобиля, возможен, поскольку там ставят однослойное
закаленное стекло. Для предотвращения ранений осколками на внутреннюю
поверхность стекла наклеивается тонкая полимерная пленка, защищающая пассажиров.
Однако оптимального решения данной проблемы нет.
В большинстве случаев ветровые и задние стекла крепят к кузову адгезивом,
что также повышает безопасность пассажиров, упрощает процесс крепления
и снижает опасность повреждения стекол. Расширение использования стекла
в качестве полуконструкционного материала в будущем дает автомобилестроителям
широкие возможности для разработки новых форм и моделей автомобилей.
Стеклам для современных кузовов автомобилей, имеющим аэродинамическую
конфигурацию, придают сложную форму: сферическую, каплевидную, S-образную.
С целью повышения комфорта в салоне автомобиля на ветровые стекла с помощью
вакуума наносится пленочное металлизированное покрытие с высоким светопропусканием,
при этом стекло приобретает солнце- и теплозащитные свойства.
Стеклам для современных кузовов автомобилей, имеющим аэродинамическую конфигурацию, придают сложную форму: сферическую, каплевидную, S-образную
Ведутся исследования по созданию системы на основе жидких кристаллов
и электрохромных стекол, обеспечивающих изменение светопропускания. В
первом случае частицы жидких кристаллов, димергированные в полимере, накладываемом
на стекло, при исходном положении расположены хаотично, тем самым они
снижают светопропускание. При подключении тока происходит ориентация кристаллов
— и светопропускание системы увеличивается. Данное решение не является
абсолютным, т.к. система работает дискретно — может быть только прозрачной
или непрозрачной.
Во втором случае электрохромная система представляет собой многослойные
пленки, активным компонентом которых является триоксид вольфрама, изменяющий
окраску до синего цвета при подаче электротока напряжением порядка 2В.
Система обеспечивает регулирование интенсивности окраски.
Применение стекла с такими системами целесообразно для крыш кузовов автомобилей.
С использованием органического фотохромного пигмента фирмой Nissan разработано
стекло, которое автоматически регулирует интенсивность поступающего в
автомобиль солнечного света. Стекло включает прослойку с фотохромным пигментом,
окраска которого меняется от бесцветной до голубой. Ночью или на темных
участках дорог стекло не отличается от обычного, однако днем оно темнеет
и приобретает противослепящие свойства, что повышает комфорт салона и
безопасность движения.
Многофункциональные стекла представляют собой систему, состоящую из фотохромного
стекла и прозрачной проводящей тонкой металлической пленки между полупроводниковыми
слоями. При этом достигается эффект отражения тепловых лучей, уменьшается
количество тепла, воздействующего на пассажиров. Металлическая пленка
может нагреваться при пропускании электрического тока мощностью 1,5 кВт,
возвращая прозрачность запотевшему стеклу. Это позволяет отказаться от
применения для этой же цели электронагревательного элемента, наносимого
печатью. Пленка позволяет также отказаться от удаления льда со стекла
путем его обдувки, связанной с повышением температуры в салоне автомобиля.
Воспринимая слабый ток, возникающий при воздействии электромагнитных волн,
металлическая пленка может играть роль встроенной антенны для приема теле-
и радиопередач.
При разработке покрытия на стекло, как правило, предусматривается:
| В настоящее время ведутся работы по синтезу тонкопленочных металлизированных электропроводящих покрытий. Например, фирма “Ford Glass” производит стекло “Sungal Pyrolitic Plus®”, которое обеспечивает коэффициент затемнения 0,36-0,37, стекло “Insta Clear®” с электропроводящим покрытием, обеспечивающее удаление с поверхности ветрового стекла льда, инея. Фирмой “Afrco” разработана технология покрытий на ветровые автомобильные стекла типа “Super H”, состоящие из чередующихся металлических и оксидных слоев (для удаления льда, инея и. т.д.). Способ нанесения — вакуумный на внутреннюю поверхность наружного стекла. Пропускание такого стекла в видимом диапазоне 78%, в ультрафиолетовой области — 1/3 от видимого диапазона |
Количество тепла, проникающего в салон автомобиля с солнечным излучением,
таково, что температура горизонтальных поверхностей в салоне может достигать
90-100 °С. Применение зеленого оттеняющего стекла снижает до 50% (по
сравнению с бесцветным) количество тепловой энергии, проходящей через
стекло. Такое стекло широко применяется в США и становится все более
популярным в Западной Европе.
При нанесении на стекло электропроводящей пленки из благородного металла,
отражающей инфракрасную тепловую составляющую солнечного излучения,
пропускается более 70-75% видимого света, т.е. обеспечивается соответствие
европейским и мировым стандартам.
При производстве обогреваемых стекол на них шелкографией наносится состав,
состоящий из серебра и керамического флюса, который закрепляется на
стекла при промпереработке.
Находящиеся в контакте с очень тонкими проводниками токопроводящие шины
должны обладать определенным комплексом свойств, в частности, высоким
сцеплением, хорошей стойкостью к царапанию, погодным и химическим воздействиям,
химической и механической совместимостью со слоями покрытия.
Украинский государственный институт стекла и ООО “Магнат Плюс” завершил
работы по организации производства интерференционных покрытий на стекло.
Таблица 1. Характеристики стекла с электропроводящим и теплоотражающим
покрытием для ветровых стекол
| Характеристика |
Многослойное ветровое стекло
|
|
|
со стороны слоя
|
со стороны стекла
|
|
| Видимый свет, % пропускание отражение |
76 15 |
|
| Солнечная энергия, % пропускание отражение поглощение |
47
33 20 5 |
47
30 23 5 |
| Электрическое сопротивление между шинами, Ом |
1,5 - 2,2
|
|
| На заводе фирмы “Leybold-Heraeus GmbH” в Германии покрытие на стекло наносят интенсивным распылением на установке магнетронного типа, которая снабжена четырьмя катодами и тремя вакуумными камерами. После нанесения токопроводящих шин шелкографией проводят предварительную сушку для вжигания органической связки и органического растворения серебряной пасты |
Нанесение таких покрытий из алкооксидных растворов по золь-гель технологии
с последующей термообработкой — моллированием или закалкой — позволяет
использовать технологический процесс для придания стеклу специальных
свойств — селективности пропускания и отражения всего диапазона солнечного
излучения, придания стеклу окраски и прочностных характеристик. За счет
высокой полимерности раствора последний достаточно активно проникает
в поверхностный слой стекла и при термообработке блокирует дефекты.
Изучение поверхности стекла до и после нанесения покрытий и термообработки
методом люминисцентной дефектоскопии и рельефа на профилографе-профилометре,
показало, что уменьшение исследуемых свойств наблюдается соответственно
на 85% и в 1,6 раза. Прочность стекла при испытании на центрально-симметричный
изгиб возросла в 1,85 раза, при этом разность между максимальной и минимальной
прочностью составила 50-70 МПа, против исходной — 220 МПа.
Типовая технологическая схема производств автомобильного
стекла следующая.
На производство стекло поступает в деревянных или металлических контейнерах.
Автоматическим перекладчиком с вакуум-присосками лист стекла укладывается
на конвейер, которым подается к установке резки. Резка осуществляется
либо по шаблону, либо с помощью системы ЧПУ.
Для отломки края стекла используют пневматические отломщики, газовые
горелки, роликовые прессы, ручные приспособления.
После отломки заготовки подаются на конвейерную установку обработки
края алмазными инструментами или абразивной лентой. Обычно на одной
машине обрабатывают два противоположных края, затем заготовку поворачивают
на 90( и на следующей машине проводят обработку двух оставшихся краев.
Далее осуществляют мойку и контроль стекла на наличие царапин, загрязнений
и других дефектов.
При моллировании листы стекла посыпают порошком-разделителем (тальком,
слюдой, неорганическими солями, диатолитовой землей), предупреждающим
их сплавление во время гнутья. Часть листов снабжается защитной керамической
полосой по краю. Полоса защищает герметик и адгезив, используемые для
крепления стекла в раме от разрушающего воздействия ультрафиолетового
излучения.
При наличии накопителя (после обработки кромки, мойки, нанесения полосы)
программный регулятор или мини-компьютер организовывает дальнейшую работу
линии. Пара листов стекла устанавливается на форму для гнутья и направляется
в печь. В случае необходимости получения листов с более резкой кривизной
применяют шарнирные формы, снабженные противовесами, поворачивающими
секции формы при нагреве стекла.
Для получения гнутых листов стекла высокого качества необходимо точное
регулирование режима гнутья и правильное конструирование формы.
Современные леры для гнутья снабжаются газовым, электрическим или комбинированным
отоплением и компьютерным управлением.
В качестве полимерной прокладки обычно используют пластифицированную
поливинилбутиральную пленку с добавками, регулирующими адгезию и стабильность
пленки. Пленка поставляется в рулонах с использованием бикарбоната натрия
в качестве разделителя и может быть бесцветной или иметь окрашенную
полосу.
Полученную пленку режут на куски трапециевидной формы, чтобы уменьшить
количество отходов. Для резки и укладки пленки используют современное
оборудование. Пленку с одной окрашенной полосой обычно режут таким образом,
что полоса приобретает криволинейную форму в соответствии с кривизной
стекла.
Необходимо точно регулировать содержание влаги в пленке, чтобы обеспечить
заданный уровень адгезии к стеклу, определяющий режим безопасности.
Для регулирования влажности используют сушилки, моечные машины и камеры
регулируемой влажности. В помещениях, где хранится пленка, необходимо
обеспечить чистоту.
Листы стекла из лера при нормальной температуре поступают на позицию
сборки по охлаждающему конвейеру после удаления разделителя. После сборки
остатки пленки отрезаются.
Подпрессовка стекол, как правило, осуществляется двумя способами.
По первому способу пакет пропускается через печь, где пленка нагревается
до температуры, обеспечивающей определенный уровень адгезии со стеклом.
Далее пакет пропускается через систему прессующих роликов, удаляющих
большую часть воздуха из пространства между листами. В некоторых случаях
применяется вторая печь и вторая система роликов. При подпрессовке следует
жестко контролировать и регулировать температуру пакета. Применяют различные
конструкции роликов — с гибким валом, с надувными сегментами, с противовесом
и т.д.
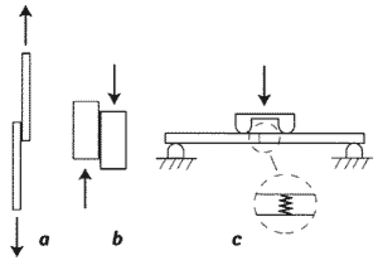
Закаленное стекло представляет собой листовое стекло, подвергнутое специальной термической обработке — закалке. Разогретое до температуры примерно 650(С стекло быстро охлаждается до комнатной температуры с помощью воздуха, в результате чего в нем возникают распределенные внутренние напряжения, повышающие механическую прочность и обеспечивающие особый (безопасный) характер разрушения
| Основные достоинства закаленного стекла: |
Другим способом есть вакуумирование. При этом может использоваться
резиновая рамка, подключенная к вакууму. Пакет краем вставляется в рамку,
и с помощью вакуума из него удаляют воздух. Согласно патентам Японии,
в настоящее время предусматривается автоматическая вставка и удаление
пакета.
В некоторых случаях край пакета герметизируют, для чего используют специальный
ролик. Применяют растворитель или пластик для увеличения объема по краю
пакета. На этой стадии стекло имеет достаточно высокую температуру,
чтобы обеспечить монтаж кнопки для установки зеркала заднего вида с
помощью адгезива.
Прочность закаленного стекла на изгиб и удар более чем в 5 раз превышает аналогичный показатель обычного листового стекла. Закаленное стекло выдерживает перепад температур в 180 °С, а обычное — только 40 °С
После подпрессовки пакет укладывают на опорную рамку или тележку и
направляют в автоклав, где стекло нагревается и охлаждается под высоким
давлением. Как правило, применяют воздушные автоклавы.
Процесс состоит из двух частей: сначала при высоких температуре
и давлении остатки воздуха растворяются в пленке, после чего температура
снижается. Затем при высоких температуре и давлении обеспечивается течение
пленки, уменьшающее оптические искажения.
Далее обрезается край пленки, и стекло после контроля качества может
быть отправлено заказчику.
Закаленное стекло представляет собой листовое стекло, подвергнутое специальной
термической обработке — закалке. Разогретое до температуры примерно
650 °С стекло быстро охлаждается до комнатной температуры с помощью
воздуха, в результате чего в нем возникают распределенные внутренние
напряжения, повышающие механическую прочность и обеспечивающие особый
(безопасный) характер разрушения.
Прочность закаленного стекла на изгиб и удар более чем в 5 раз превышает
аналогичный показатель обычного листового стекла. Закаленное стекло
выдерживает перепад температур в 180 °С, а обычное — только 40°С. Такие
уникальные характеристики закаленного стекла и определяют широкую область
его применения.
Для закалки применяют главным образом горизонтальные печи, обеспечивающие
более высокое качество продукции по сравнению с печами вертикального
типа. Высокая производительность достигается за счет использования проходных
печей.
Для изготовления боковых и задних автомобильных стекол используют установки
роликового и вакуумного гнутья, гнутья на газовой подушке и гнутья,
осуществляемого подъемом нагретого листа вакуумным подъемником с последующим
сбросом на форму. Моллирование осуществляется с применением инфракрасного
нагрева.
| Фирма “PPG Industrials” обеспечила снижение
толщины закаленных боковых и задних стекол с 5,5 до 4,0 мм и многослойных
ветровых стекол с 5,8 до 5,4 мм и менее (два листа по 2,3 мм, пленка
0,8 мм). Это дало снижение массы в первом случае на 28%, а во втором
на 10% Фирма “Ford Glass” разработала технологию снижения толщины закаленных стекол на 50%, а многослойных ветровых — на 10%. Это достигается совершенствованием технологических процессов, в частности, повышением степени закалки стекла. Фирма выпускает многослойные стекла толщиною 5,3 мм и менее за счет уменьшения толщины стекла (толщина стекол составляет 1,8, 2,0 и 3,2 мм при толщине пленки 0,78 — 0,80 мм) |
В производство автомобильного стекла помимо гнутья и закалки входит
также обработка края, сверление отверстий, нанесение различных рисунков,
эмблем и т.д.
Например, фирма “LOF” получает боковые и задние стекла горизонтальным
гнутьем и моллированием. Поскольку стекла подвергаются закалке, до гнутья
осуществляются операции резки и обработки края. При использовании моллирования
листы стекла после мойки и контроля устанавливаются на формы и подвергаются
термообработке при температуре 620 °С. Распределение нагревателей соответствует
заданной кривизне листа.
Одной из основных тенденций производства автомобильного стекла является
снижение его толщины при сохранении уровня безопасности. Это в первую
очередь нужно учитывать при выборе материалов для остекления. У каждого
из видов стекла есть свои области применения. Необходимо четко представлять
себе, где применять закаленное стекло, где триплекс.
При изготовлении ветровых стекол толщиною 4,9 мм используют два листа
толщиной по 2,1 мм. Для бокового остекления применяют закаленное стекло
толщиною 3,0 мм с применением внутри полимерного материала. В процессе
приклейки последнего к раме (кузову) автомобиля обеспечивается защита
пассажиров от выброса осколков стекла и ранений.
Боковые и задние стекла выпускаются по различной технологии в зависимости
от размера, толщины и формы. Крупные боковые стекла — в частности, окна
передних и задних дверей — изготавливаются в горизонтальной установке
с газовой подушкой, которая обеспечивает закалку стекол с минимальной
толщиной 3,0 мм. Задние стекла изготавливаются либо моллированием, либо
гнутьем. При первом способе можно обрабатывать стекла толщиною не менее
6,0 мм, а при втором, который получает все большее распространение,
— не менее 4,0 мм.
В Европе применяют асимметричные стекла с более тонким внутренним слоем
стекла.
| Исследованиями, проводимыми фирмой “Libbey-Owens-Ford”,
установлено, что ветровые стекла, изготовленные из флоат-стекла
толщиною менее 3,0 мм, дают картину разрушения, которая представляет
меньшую опасность получения травм. Это позволило фирме внедрить
так называемое “ударопоглощающее стекло” за счет нанесения на внутреннюю
поверхность обычного ветрового стекла двух полимерных слоев. Фирма “Glode Amerada Glass Co” выпускает многослойное безрамное стекло толщиною 1,5, 2,0 и 3,0 мм, упрочненное ионным обменом. Оно более прочно, чем подвергнутое термической закалке. Кроме того, ионным методом могут быть упрочнены стекла тонких номиналов, термическая закалка которых пока не дает желаемого результата. |
При горизонтальном гнутье боковые и задние стекла после мойки и контроля
устанавливают на конвейер, нагревают до 620 °С и подают на установку
гнутья.
После придания кривизны стеклу на специальной установке проводится проверка
правильности формы. Например, посредством лазерной сканирующей системы
и компьютерной обработки, как отмечалось выше.
В связи с имеющей место тенденцией к уменьшению толщины стекла, используемого
при остеклении автомобильного транспорта, достаточно актуальной стала
проблема закалки стекла тонких номиналов. Проблема состоит в том, что
для обеспечения нужной степени закалки необходимо в процессе ее достичь
гарантированного коэффициента теплоотдачи aг, который, например, в зависимости
от толщины стекла составляет:
| Толщина стекла, мм |
10,0
|
8,0
|
5,0
|
3,0
|
2,5
|
| Гарантированный коэффициент теплоотдачи, aг, Вт/м2 К |
171
|
124
|
342
|
569
|
683
|
Если для стекол толщиною 5,0 мм и более достижение заданного значения
коэффициента aг не представляет серьезной задачи, то для стекол тонких
номиналов возникает ряд осложнений.
Анализ работы установок воздухоструйной закалки по компьютерному и физическому
моделированию условий теплоотдачи, выполненный в Украинском государственном
институте стекла, показал, что достижение необходимого значения aг возможно
при давлении воздуха в камере 15 кПа и шаге сопел не более 30 мм, применении
сопел коноидального сечения, использовании эффекта “ударной волны” и
2-стадийного охлаждения.
Повышение конструкционной прочности в сочетании с уменьшением элементов
конструкций из стекла представляет собой одну из интереснейших и практически
важных технологических задач стеклоделия.
Особый интерес при этом наряду с чисто конструкционными решениями, связанными
с созданием многослойных систем, оптимизацией узлов крепления и т.п.,
вызывает разработка высокоэффективных методов упрочнения деталей ветрового
остекления из флоат-стекла толщиной до 3,0 мм.
Существенное увеличение эффективности упрочнения достигается в результате использования комбинированного метода, сочетающего предварительное уменьшение поверхностной дефектности стекла травлением в водных растворах плавиковой кислоты с последующим блокированием дефектов сжимающими ионообменными напряжениями. В этом случае прочность стекла при ЦСИ может достигать 600 МПа, а термостойкость при общем погружении в воду — до 220 °С
Исследования позволили разработать технологию и оборудование для термохимического
упрочнения в расплаве солей. Проведенные испытания 2,5 мм флоат-стекла,
прошедшего обработку на установке, показали, что прочность при центрально-симметричном
изгибе (ЦСИ) возрастает в 5,9 раз (410 МПа), при поперечном изгибе —
в 8,6 раз (до 320 МПа); термостойкость — до 300-320 °С (термоудар),
а общая — 200 °С; устойчивость стекла к ударным воздействиям стальным
шаром увеличивается в 13 раз.
Существенное увеличение эффективности упрочнения достигается в результате
использования комбинированного метода, сочетающего предварительное уменьшение
поверхностной дефектности стекла травлением в водных растворах плавиковой
кислоты с последующим блокированием дефектов сжимающими ионообменными
напряжениями. В этом случае прочность стекла при ЦСИ может достигать
600 МПа, а термостойкость при общем погружении в воду — до 220 °С.
| Исследования, проводимые Украинским государственным
институтом стекла, позволили решить ряд актуальных вопросов автомобильного
остекления: |
Качество выпускаемой продукции — не только лицо и авторитет предприятия,
но и уровень соответствия производственных мощностей международным требованиям.
Оценку соответствия свойств изделий требованиям действующих нормативных
документов осуществляет Орган по сертификации стекла и изделий из него
МГП “Стеклосертификат” и Испытательный Центр УкрГИС. На протяжении более
8 лет совместной работы проведено техническое обследование ряда предприятий,
например, ЧП Бардаков (г. Донецк), КМП “Триплекс” (г. Макеевка), Энагро-Торец,
ЧП Элит-Стекло, ЗАО “Спецтехстекло” (все — г. Константиновка), ЧП “Ситалл”
(г. Киев), ЧП “Престиж” (г. Никополь), проведены испытания стекол ветровых
и закаленных. Достаточно большая масса выпускаемого стекла поступает
на производство стекла для автотранспорта.
Это является отражением спроса на рынке, так как все большее количество
малых предприятий занимается производством автомобильного остекления,
ставя перед промышленностью вопрос о получении флоат-стекла толщиною
1,8-2,5 мм, 4,0-4,5 мм и создании оборудования для производства стекла,
отвечающего требованиям безопасности.
Развитие научно-технического прогресса и инженерной мысли влечет за
собой не только создание автомобиля, соответствующего требованиям времени
по дизайну, производственным мощностям, но и всестороннее изучение свойств
стекла с последующим созданием модифицированных стекломатериалов и широким
применением их в автомобилестроении.
В.И. Борулько, С.А. Попович,
А.В. Маричев, А.А. Иванин
УкрГИС, ООО “Магнат Плюс”,
г. Константиновка