Сверла FREUD для легкого и быстрого сверления
Известная во всем мире компания FREUD (Италия) производит практически весь спектр дереворежущего инструмента, постоянно совершенствуя технологию его производства, учитывая новые критерии качества обработки и увеличения ресурса инструмента. Сегодня вниманию потребителей предлагается широкий ассортимент сверл FREUD, благодаря которым процесс сверления становится быстрым и легким.
| Прогнозы развития производства мебели устойчиво указывают на дальнейшее увеличение производства, уменьшение доли импорта и дальнейшее расширение ассортимента. Существенных изменений в этом сегменте пока не предвидится. Большинство предприятий, работающих в этом спектре деревообработки, начинали свою деятельность порядка десяти лет назад и сегодня уверенно занимают лидирующие позиции на рынке мебели.Однако в последние пару лет стремительно появляются новые предприятия, оснащенные самым современным оборудованием. Это объясняется, прежде всего, тем, что быстрый рост мебельного бизнеса делает его привлекательным для инвесторов. |
 |
Несколько шагов к качеству корпусной мебели
Как уже отмечалось, рост конкуренции среди производителей мебели вынуждает
их постоянно повышать качество выпускаемой продукции. Так, например, при
изготовлении корпусной мебели оценить качество можно, в первую очередь,
по точности сопряжения деталей, крепления фурнитуры и декоративных элементов,
что в свою очередь значительно уже зависит от точности выполнения операции
сверления. При этом производители мебели пытаются обеспечить гибкость
производства, особенно при выполнении индивидуальных заказов, а также
высокую производительность своего оборудования. Без доскональных знаний
и постоянного совершенствования сверлильного инструмента и оборудования,
правил их выбора и назначения, разработки карт сверления добиться желаемой
точности и высокой производительности невозможно.
Формула качественной мебели: «человеческий фактор
+ оборудование + инструмент»
1. Человеческий фактор
К сожалению, мировой опыт показывает, что бороться с человеческим фактором
бесполезно. Существует единственный выход — минимизировать участие человека
в производственном процессе за счет применения высокотехнологического
оборудования. Однако на данный момент в существующих условиях этот шаг
не является первоочередным для многих производителей. Следовательно, выход
один: кадры необходимо в прямом смысле растить, воспитывать и прививать
культуру производства. Рассмотрим второй фактор предложенной формулы —
оборудование.
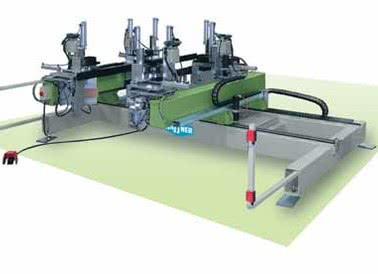
2. Оборудование
При сегодняшних темпах развития мебельного бизнеса, в частности сегмента
корпусной мебели, без сверлильно-присадочных станков нельзя представить
ни одного серьезного производителя. Станки данного типа позволяют осуществлять
как пошаговое, так и одновременное сверление нескольких отверстий в щитовых
деталях в горизонтальной и вертикальной плоскостях. По расположению сверлильные
группы данного типа станков делятся на горизонтальные (для сверления в
торец заготовки), вертикальные (для сверления по плоскости) и поворотные
(для сверления по плоскости, в торец или под углом). В свою очередь сверлильные
группы могут иметь различное количество шпинделей (3, 5, 9, 11, 13, 21
и более), расстояние между которыми нормировано и равно 32 мм. Количество
шпинделей обуславливает максимально допустимые размеры между крайними
отверстиями, следовательно, максимальные размеры заготовки. Оборудование
этого типа достаточно функционально и различается между собой сверлильными
группами, т.е. разным количеством шпинделей. Станки такого класса позволяют
выполнять практически все сверлильно-присадочные операции, однако, из-за
частой смены инструмента они не могут конкурировать с ЧПУ-центрами. Зато
они являются незаменимым оборудованием на предприятиях среднего класса
по изготовлению корпусной мебели.
3. Инструмент
Инструмент — третий и немаловажный фактор в производстве мебели. Качество
инструмента непосредственно влияет на качество конечного продукта. Вот
почему любой производитель уделяет огромное внимание выбору инструмента,
в частности инструменту так называемой сверлильной группы. Но прежде чем
дать характеристику и проанализировать этот вид инструмента, который предлагает
итальянская фирма FREUD-POZZO S.P.A. — один из мировых лидеров в производстве
деревообрабатывающего инструмента, необходимо дать несколько определений
самому процессу сверления, современным методам крепления и крепежным элементам.
 Рис. 1 |
 Рис. 2 |
Рис. 4
Таблица 1. Основные типоразмеры PF07MD
|
D,мм
|
h,мм
|
H,мм
|
A,мм
|
Z
|
Маркировка
|
|
4
|
30
|
57,5
|
10 x 20
|
PF07MD ZA3
|
|
|
5
|
30
|
57,5
|
10 x 20
|
PF07MD AA3
|
|
|
5
|
43
|
70
|
10 x 20
|
PF07MD AC3
|
|
|
6
|
30
|
57,5
|
10 x 20
|
PF07MD BA3
|
|
|
6
|
43
|
70
|
10 x 20
|
PF07MD BC3
|
|
|
7
|
30
|
57,5
|
10 x 20
|
PF07MD CA3
|
|
|
7
|
43
|
70
|
10 x 20
|
PF07MD CC3
|
|
|
8
|
30
|
57,5
|
10 x 20
|
PF07MD DA3
|
|
|
8
|
43
|
70
|
10 x 20
|
PF07MD DC3
|
|
|
9
|
30
|
57,5
|
10 x 20
|
PF07MD EA3
|
|
|
9
|
43
|
70
|
10 x 20
|
PF07MD EC3
|
|
|
10
|
30
|
57,5
|
10 x 20
|
PF07MD FA3
|
|
|
10
|
43
|
70
|
10 x 20
|
PF07MD FC3
|
|
|
12
|
30
|
57,5
|
10 x 20
|
PF07MD GA3
|
|
|
12
|
43
|
70
|
10 x 20
|
PF07MD GC3
|
|
|
14
|
30
|
57,5
|
10 x 20
|
PF07MD HA3
|
|
|
14
|
43
|
70
|
10 x 20
|
PF07MD HC3
|
|
|
15
|
30
|
57,5
|
10 x 20
|
PF07MD IA3
|
|
|
15
|
43
|
70
|
10 x 20
|
PF07MD IC3
|
|
|
16
|
30
|
57,5
|
10 x 20
|
PF07MD KA3
|
|
|
16
|
43
|
70
|
10 x 20
|
PF07MD KC3
|
Таблица 2. Основные типоразмеры PF11MS
|
D, мм
|
h, мм
|
H, мм
|
A, мм
|
Z
|
Маркировка
|
|
5
|
30
|
57,5
|
10 x 20
|
PF11MS AA3
|
|
|
5
|
43
|
70
|
10 x 20
|
PF11MS AC3
|
|
|
6
|
30
|
57,5
|
10 x 20
|
PF11MS BA3
|
|
|
6
|
43
|
70
|
10 x 20
|
PF11MS BC3
|
|
|
8
|
30
|
57,5
|
10 x 20
|
PF11MS DA3
|
|
|
8
|
43
|
70
|
10 x 20
|
PF11MS DC3
|
|
|
10
|
30
|
57,5
|
10 x 20
|
PF11MS FA3
|
|
|
10
|
43
|
70
|
10 x 20
|
PF11MS FC3
|
|
|
12
|
30
|
57,5
|
10 x 20
|
PF11MS GA3
|
|
|
12
|
43
|
70
|
10 x 20
|
PF11MS GC3
|
Таблица 3. Основные типоразмеры PC04MD
|
D, мм
|
h, мм
|
H, мм
|
A, мм
|
Z
|
Маркировка
|
|
12
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 123
|
|
|
14
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 143
|
|
|
15
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 153
|
|
|
16
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 163
|
|
|
18
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 183
|
|
|
20
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 203
|
|
|
22
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 223
|
|
|
25
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 253
|
|
|
26
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 263
|
|
|
30
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 303
|
|
|
35
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 353
|
|
|
38
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 383
|
|
|
40
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 403
|
|
|
50
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 503
|
|
|
60
|
57,5
|
10 x 25
|
2 + 2
|
PC04MD 603
|
Виды режущего инструмента для сверления фирмы FREUD
Для операций сверления в качестве режущего инструмента используются сверла
и концевой инструмент. Различают следующие виды сверл: спиральные с подрезателем
и направляющим центром (сверла для глухих отверстий); спиральные с конической
заточкой (сверла для сквозных отверстий); чашечные с круговыми подрезателями
(высверливатели).
Инструмент итальянской компании FREUD-POZZO S.P.A. хорошо знаком украинским
производителям корпусной мебели благодаря своему широкому ассортименту.
Это касается и сверл. Так спиральные сверла с направляющим центром предназначены
для сверления глухих отверстий в древесных плитных материалах. Режущая
часть такого сверла состоит из направляющего центра, препятствующего боковому
смещению инструмента при сверлении, боковых подрезателей, которые выступают
над главными режущими кромками и формируют гладкую боковую поверхность
отверстий, и двух режущих кромок в плоскости, перпендикулярной оси вращения
инструмента. В зависимости от направления вращения различают и производят
сверла левого (красные) и правого (черного) вращения. В ассортименте сверл
для глухих отверстий представлены 4 основных вида с разными типоразмерами
(PF06MD/MS, PF07MD/MS). Один из них приведен в табл. 1 (рис. 1).
Спиральные сверла с конической заточкой служат для сверления сквозных
отверстий. Компания FREUD предлагает достаточно большой ассортимент таких
сверл. В зависимости от глубины засверления производителям предложены
сверла двух основных размеров: с рабочей частью сверла 27 мм (PF10MD/MS)и
43 мм соответственно (PF11MD/MS). Один из них приведен в табл. 2 (рис.
2)
Рис. 6
Чашечные сверла с круговым подрезателем применяют для сверления неглубоких отверстий под мебельные петли (PC04MD/MS, PC05MD/MS). Основные типоразмеры одного из видов высверливателей приведены в табл. 3 (рис. 3). Кроме этого для рассверливания отверстий и образования фасонных углублений в деталях используют зенкера. Их производят совместно со сверлом (рис. 4) либо отдельно с возможностью крепления на сверле (рис. 5, рис. 6). Наиболее рациональным является составной инструмент, в котором зенкер устанавливается на заданную глубину сверления и фиксируется. Такое сочетание инструмента — сверло + зенкер — применяют для выполнения как сквозных, так и глухих отверстий, осуществляя их за одну операцию.
|
Как известно, основными критериями при подборе любого инструмента являются качество, надежность, безопасность и конкурентоспособность. Эти факторы позволили компании FREUD, имеющей более чем сорокалетний опыт в производстве разнообразного деревообрабатывающего инструмента, широкий ассортимент которого позволяет эффективно применять его для решения самых сложных и трудоемких задач, занять одну из лидирующих позиций среди производителей деревообрабатывающего инструмента. |
Специалисты компании «М-Групп», опираясь на опыт и учитывая новые тенденции в менеджменте, помогут разобраться в разнообразии и ассортименте инструмента, в том числе и группы сверления, так необходимой для производства корпусной мебели.