Исследование способности древесины дуба к гнутью при различных температурно-влажностных условиях
Известно, что стабилизация формы заготовок достигается при
влажности ниже 15% [1]. Однако нет сведений о минимальной влажности при гнутье,
достаточной для полной фиксации формы.
В литературных источниках также отсутствует
информация о способности к гнутью древесины при различных температурно-влажностных
условиях. Между тем, такие сведения были бы крайне полезны в целях оптимизации
параметров гнутья для деталей различного назначения. Например, при гнутье задней
ножки стула используется отношение h/R = 1/23. При гнутье же дубовых заготовок
по традиционной технологии это отношение составляет 1/4. Очевидно, что резерв
для снижения влажности в целях оптимизации процесса здесь велик.
В связи с
вышеизложенным, возможность снижения влажности при гнутье изучалась в двух
направлениях:
- определялась минимальная влажность, при которой еще возможна стабилизация приданной заготовкам формы;
- исследовалась способность древесины к гнутью в зависимости от различных температурно-влажностных условий.
Ранее была исследована способность древесины дуба фиксировать приданную форму в зависимости от различных температурно-влажностных условий при гнутье. Данная зависимость представлена на рисунке 1.
Рис. 1. Графики зависимости относительной величины изменения стрелы прогиба (стабильности приданной формы) от температуры Тср при различных уровнях влажности Wк
Из графика следует, что с увеличением температуры нагрева приданная
образцам форма стабилизируется при меньшей влажности. Так при гнутье древесины с
влажностью 10% полное закрепление формы произойдет при нагреве до 114°С.
Полная стабилизация формы достигается также при Wк = 8% и Тср
= 114°С и вызвана наложением термозамороженной деформации, так как стабилизационная
сушка здесь отсутствовала.
С целью исследования зависимости
h/R = f(Wк,Tср) для древесины дуба были предприняты активные
эксперименты.
Испытания проводились на дубовых образцах с размерами
20 × 20 × 350 мм, изготовленных в соответствии с требованиями ГОСТ 16483.21.
Для приведения влажности древесины к необходимой по плану использовалась
климатическая камера.
Экспериментальная установка для исследования способности
к гнутью представлена на рис. 2.
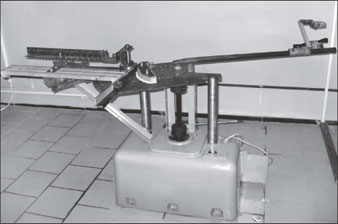
Рис. 2. Установка для гнутья на разный радиус кривизны
Методика заключалась в следующем. Образцы, имеющие влажность
в соответствии с уровнями в таблице 1, нагревались в СВЧ-печи по разработанным
режимам [2] до заданных температур. Затем осуществлялось гнутье на гнутарной
установке в стальной шине. Изгиб производился в радиальной плоскости. За величину
минимального радиуса гнутья принималось значение радиуса, на котором все образцы
серии могли быть изогнуты без возникновения дефектов гнутья (складок, разрывов).
В каждой серии испытывалось по 10 основных образцов.
С целью представления полученных
данных в более наглядном виде вместо отношения h/R находилось обратное
отношение R/h.
Для получения уравнения регрессии сразу в натуральных показателях
использовалась программа Statistica 6.0. Уравнение регрессии имеет следующий вид:
R/h = 73,69817 – 2,3514Wк – 0,80815Tср – 0,0291Wк2
+ 0,00346Tср2 + 0,01786WкTср
Графическая интерпретация полученного уравнения представлена на рис. 3.

Рис. 3. Графики зависимости способности древесины дуба к гнутью от температуры его нагрева Тср при различных величинах влажности образцов Wк
Из рисунка видно, что для всех уровней влажности с ростом
температуры способность к гнутью ухудшается, причем при более высокой влажности
это снижение происходит более интенсивно. Это связано с тем, что сочетание
высокой температуры и влажности достигается в результате длительного нагрева
образцов с высокой начальной влажностью. При этом наблюдается снижение прочности и,
как следствие, потеря устойчивости анатомическими элементами древесины при гнутье.
Одним из качественных показателей гнутых деталей является величина стрелы прогиба
[1]. Отклонение от заданной стрелы прогиба не должно превышать ±3 мм.
Данному значению на рисунке 1 соответствует величина относительного изменения
стрелы прогиба f = 6%. Используя рисунки 1 и 3, можно рекомендовать следующие
температурно-влажностные условия при гнутье различных заготовок:
- для задней ножки стула (h/R = 1/23):
Wк = 10%, Tср = 105–113°С; - для спинки стула (h/R = 1/35):
Wк = 8%, Tср = 105–113°С.
Промышленное применение указанных режимов с СВЧ-нагревом позволит резко сократить продолжительность технологического процесса гнутья в целом, снизит количество шин и шаблонов, задействованных при гнутье.
Библиографический список
- Справочник мебельщика / под ред. В. П. Бухтиярова. — М.: МГУЛ, 2005. — 600 с.
- Филонов, А. А. Использование СВЧ-печи для нагрева дубовых образцов до высоких температур [Текст] / А. А. Филонов, А. Н. Чернышев, А. С. Данков // Деревообр. пром-сть. — 2008. — №1. — С. 19–21.